Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
42 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
Programming example
N5 G90 Z30 X40 ; Starting point circle for N10
N10 CIP Z50 X40 K1=40 I1=45 ; End point and intermediate point
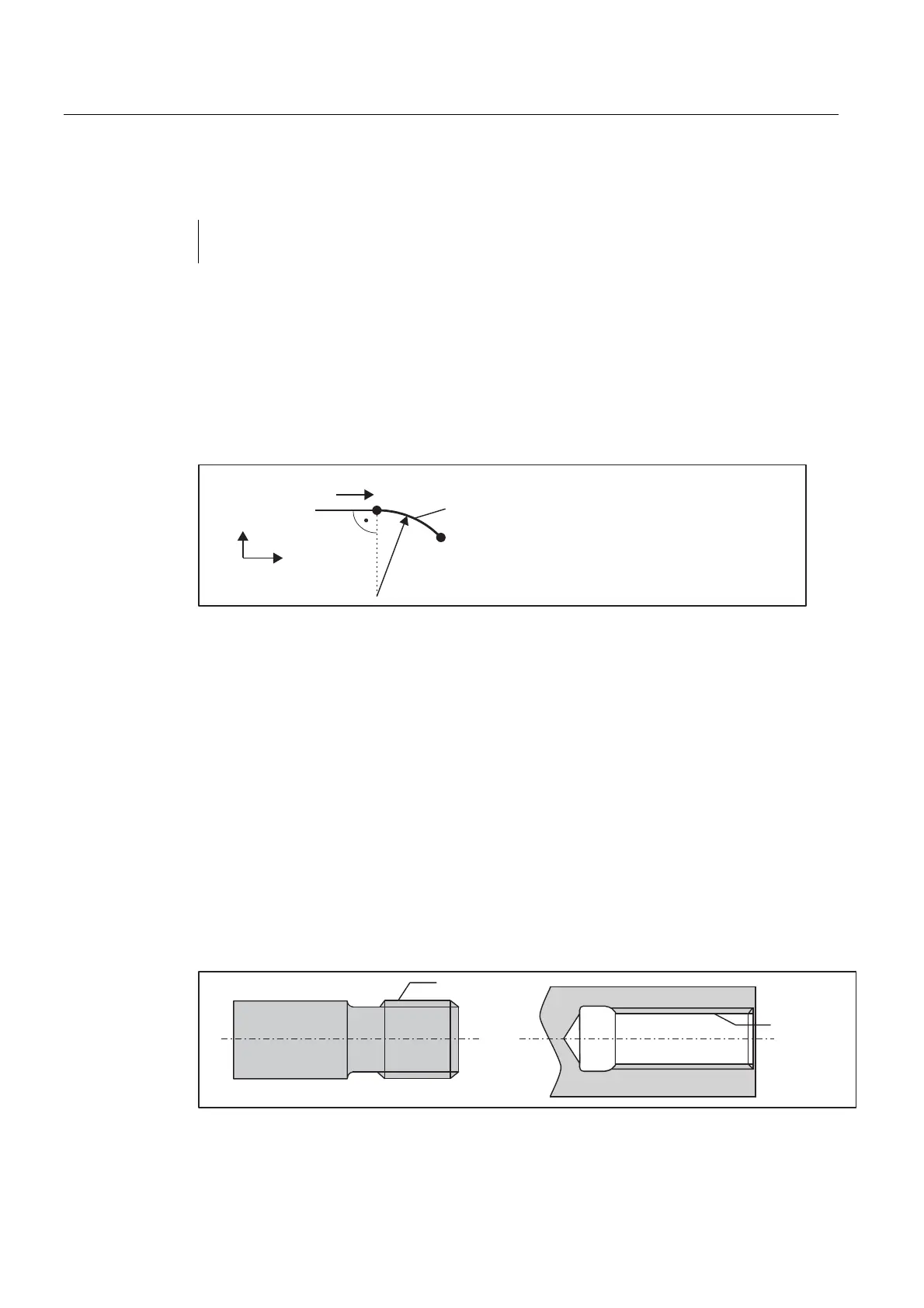
1.3.6 Circle with tangential transition: CT
Functionality
With CT and the programmed end point in the current plane (G18: Z/X plane), a circle is
produced which tangentially connects to the previous path segment (circle or straight line).
This defines the radius and center point of the circle from the geometric relationships of the
previous path section and the programmed circle end point.
(QGSRLQWRI
WKHFLUFOH
;=
;
=
1*
1&
3URJUDPPLQJ
1*=)6WUDLJKWOLQH
1&7;=&LUFOHZLWKWDQJHQWLDO
FRQQHFWLRQ
Figure 1-16 Circle with tangential transition to the previous path section
1.3.7 Thread cutting with constant lead: G33
Functionality
The function G33 can be used to machine threads with constant lead of the following type:
● Thread on cylindrical structures
● Thread on tapered structures
● External thread
● Single- and multiple-start thread
● Multi-block thread (series of threads)
This requires a spindle with position measuring system.
G33 remains active until canceled by another instruction from this G group (G0, G1, G2, G3,
...).
([WHUQDO
,QWHUQDO
Figure 1-17 External internal thread with cylindrical thread as an example

 Loading...
Loading...


















