SS-SVX11K-EN
53
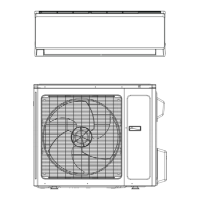
Figure 37. Pressure gauges 20 - 60 Ton units: front
view
Discharge
Connection
Suction
Connection
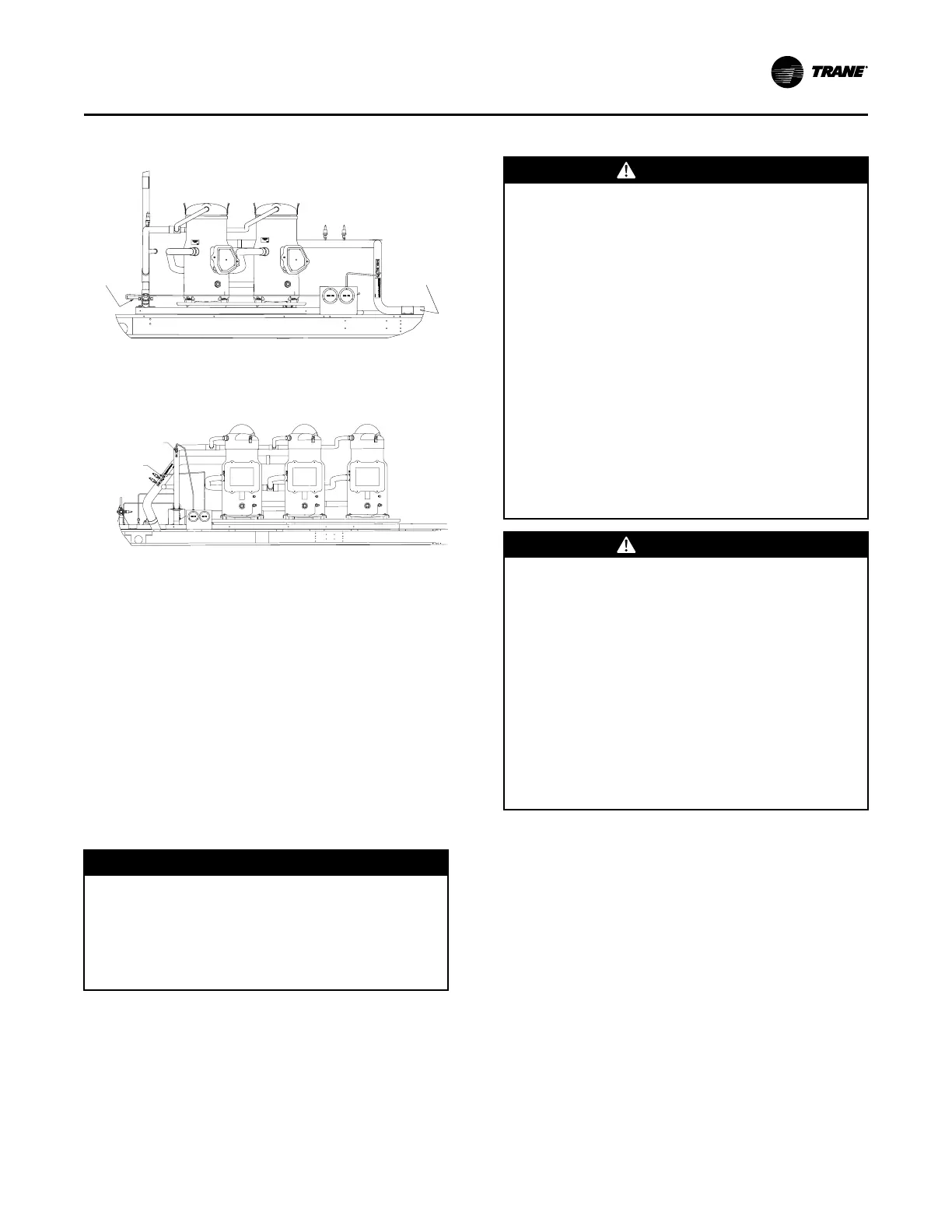
Figure 38. Pressure gauges 80 - 120 Ton units: front
view
Discharge
Connection
Suction
Connection
Final Refrigerant Pipe Connections
To access the refrigerant pipe connections, remove the
louvered side grills. See connection drawings in
Dimensions and Weights chapter..
These condensing units are shipped with a Nitrogen
holding charge. Install pressure gauges to the
appropriate access valve(s) and take a reading.
• If no pressure is present, see Leak Testing
Procedure section.
• If pressure is present, relieve the pressure before
attempting to unsweat the “seal” caps.
• If refrigerant connections are not capped, but are
“spun-end” tubes, use a tubing cutter to remove
the end from the pipe.
NNOOTTIICCEE
EEqquuiippmmeenntt DDaammaaggee!!
DDrriilllliinngg oorr ssaawwiinngg ppiippee ssttuubbss ccoouulldd iinnttrroodduuccee
ccooppppeerr cchhiippss iinnttoo tthhee ssyysstteemm aanndd ccaauussee eeqquuiippmmeenntt
ddaammaaggee..
DDoo nnoott ddrriillll aa hhoollee iinn tthhee sseeaall ccaappss oorr ssaaww tthhee eennddss
ooff ppiippee ssttuubbss..
Brazing Procedures
WWAARRNNIINNGG
EExxpplloossiioonn HHaazzaarrdd aanndd DDeeaaddllyy GGaasseess!!
FFaaiilluurree ttoo ffoollllooww aallll pprrooppeerr ssaaffee rreeffrriiggeerraanntt
hhaannddlliinngg pprraaccttiicceess ccoouulldd rreessuulltt iinn ddeeaatthh oorr sseerriioouuss
iinnjjuurryy..
NNeevveerr ssoollddeerr,, bbrraazzee oorr wweelldd oonn rreeffrriiggeerraanntt lliinneess oorr
aannyy uunniitt ccoommppoonneennttss tthhaatt aarree aabboovvee aattmmoosspphheerriicc
pprreessssuurree oorr wwhheerree rreeffrriiggeerraanntt mmaayy bbee pprreesseenntt..
AAllwwaayyss rreemmoovvee rreeffrriiggeerraanntt bbyy ffoolllloowwiinngg tthhee
gguuiiddeelliinneess eessttaabblliisshheedd bbyy tthhee EEPPAA FFeeddeerraall CClleeaann
AAiirr AAcctt oorr ootthheerr ssttaattee oorr llooccaall ccooddeess aass aapppprroopprriiaattee..
AAfftteerr rreeffrriiggeerraanntt rreemmoovvaall,, uussee ddrryy nniittrrooggeenn ttoo
bbrriinngg ssyysstteemm bbaacckk ttoo aattmmoosspphheerriicc pprreessssuurree bbeeffoorree
ooppeenniinngg ssyysstteemm ffoorr rreeppaaiirrss.. MMiixxttuurreess ooff
rreeffrriiggeerraannttss aanndd aaiirr uunnddeerr pprreessssuurree mmaayy bbeeccoommee
ccoommbbuussttiibbllee iinn tthhee pprreesseennccee ooff aann iiggnniittiioonn ssoouurrccee
lleeaaddiinngg ttoo aann eexxpplloossiioonn.. EExxcceessssiivvee hheeaatt ffrroomm
ssoollddeerriinngg,, bbrraazziinngg oorr wweellddiinngg wwiitthh rreeffrriiggeerraanntt
vvaappoorrss pprreesseenntt ccaann ffoorrmm hhiigghhllyy ttooxxiicc ggaasseess aanndd
eexxttrreemmeellyy ccoorrrroossiivvee aacciiddss..
WWAARRNNIINNGG
EExxpplloossiioonn HHaazzaarrdd!!
FFaaiilluurree ttoo ffoollllooww tthheessee iinnssttrruuccttiioonnss ccoouulldd rreessuulltt iinn
ddeeaatthh oorr sseerriioouuss iinnjjuurryy oorr eeqquuiippmmeenntt oorr pprrooppeerrttyy--
oonnllyy ddaammaaggee..
UUssee oonnllyy ddrryy nniittrrooggeenn wwiitthh aa pprreessssuurree rreegguullaattoorr ffoorr
pprreessssuurriizziinngg uunniitt.. DDoo nnoott uussee aacceettyylleennee,, ooxxyyggeenn oorr
ccoommpprreesssseedd aaiirr oorr mmiixxttuurreess ccoonnttaaiinniinngg tthheemm ffoorr
pprreessssuurree tteessttiinngg.. DDoo nnoott uussee mmiixxttuurreess ooff aa
hhyyddrrooggeenn ccoonnttaaiinniinngg rreeffrriiggeerraanntt aanndd aaiirr aabboovvee
aattmmoosspphheerriicc pprreessssuurree ffoorr pprreessssuurree tteessttiinngg aass tthheeyy
mmaayy bbeeccoommee ffllaammmmaabbllee aanndd ccoouulldd rreessuulltt iinn aann
eexxpplloossiioonn.. RReeffrriiggeerraanntt,, wwhheenn uusseedd aass aa ttrraaccee ggaass
sshhoouulldd oonnllyy bbee mmiixxeedd wwiitthh ddrryy nniittrrooggeenn ffoorr
pprreessssuurriizziinngg uunniittss..
Proper brazing techniques are essential when installing
refrigerant piping. The following factors should be kept
in mind when forming sweat connections.
• When copper is heated in the presence of air,
copper oxide forms. To prevent copper oxide from
forming inside the tubing during brazing, sweep an
inert gas, such as dry nitrogen, through the tubing.
Nitrogen displaces air in the tubing and prevents
oxidation of the interior surfaces. A nitrogen flow of
one to three cubic feet per minute is sufficient to
displace the air. Use a pressure regulating valve or
flow meter to control the flow.
• Ensure that the tubing surfaces to be brazed are
clean, and that the ends of the tubes have been
carefully reamed to remove any burrs.
• Make sure the inner and outer tubes of the joint are
symmetrical and have a close clearance, providing
an easy slip fit. If the joint is too loose, the tensile
IInnssttaallllaattiioonn MMeecchhaanniiccaall

 Loading...
Loading...