TAPPETS
Very little wear takes place on tappet diameters or in
tappet bores. If the clearance between tappet and
bore in cylinder
blockexceedsspecifications,
replace
the tappet.
Inspect the tappet faces which contact camshaft
lobes for roughness, scuffing, or concave wear.
Replace any worn tappets. If tappets are worn,
inspect camshaft for wear.
VALVE FACE AND SEAT GRINDING
Some engines are equipped with a premium valve
package (aluminized intakevalves). If thealuminized
valve face does not clean-up using a wire brush, the
valve face may be refinished. This removes the
aluminized coating from thevalve face. An aluminized
valve that has been refinished will normally have a life
expectancy equal to a standard valve. If longer valve
life is required, worn or damaged valves should be
replaced with new premium valves.
Before installing new valves or previously used valves,
inspect valve seats for proper valve seating.
If
used
valves are reinstalled, the valve stems should be
cleaned and valve faces ground to their specified
angles of 44'. Refinish valve seats to a
45'
angle.
When refacing valves and seats, remove all evidence
of pitting and grooving. If end of valve stem is pitted
or worn, true it and clean
it
up on the refacer wheel. A
very light grind is usually enough to square stem and
remove any pits or burrs. The valve guide should be
thoroughly cleaned. If valve guide is worn, or valve is
warped, the necessary parts must be replaced.
By grinding the valve face and seat at slightly different
angles, a fine line of contact on face and seat is
obtained, eliminating the need to lap the seating
surfaces. The one degree difference in angles is
defined as the interference angle (Figure
58).
The
,
seat angle is greater than that
of
the valve face. This
assures contact at the maximum diameter on valve
seat seating surface.
'
FIGURE
58.
VALVE INTERFERENCE ANGLE
VT-1021
43
Refinish valve faces to a44' angle on avalve refacing
machine. The first cut from valve face must be
a
light
grinding. Check if there is an unevenness of metal
being removed. If
only
a
part of the valve face has
been touched, check to see if valve is properlyseated
in machine or if valve is warped, worn, or distorted.
When cut
is
even around the whole valve face, keep
grinding until complete face is ground clean. Be sure
the correct valve face angle is maintained. When
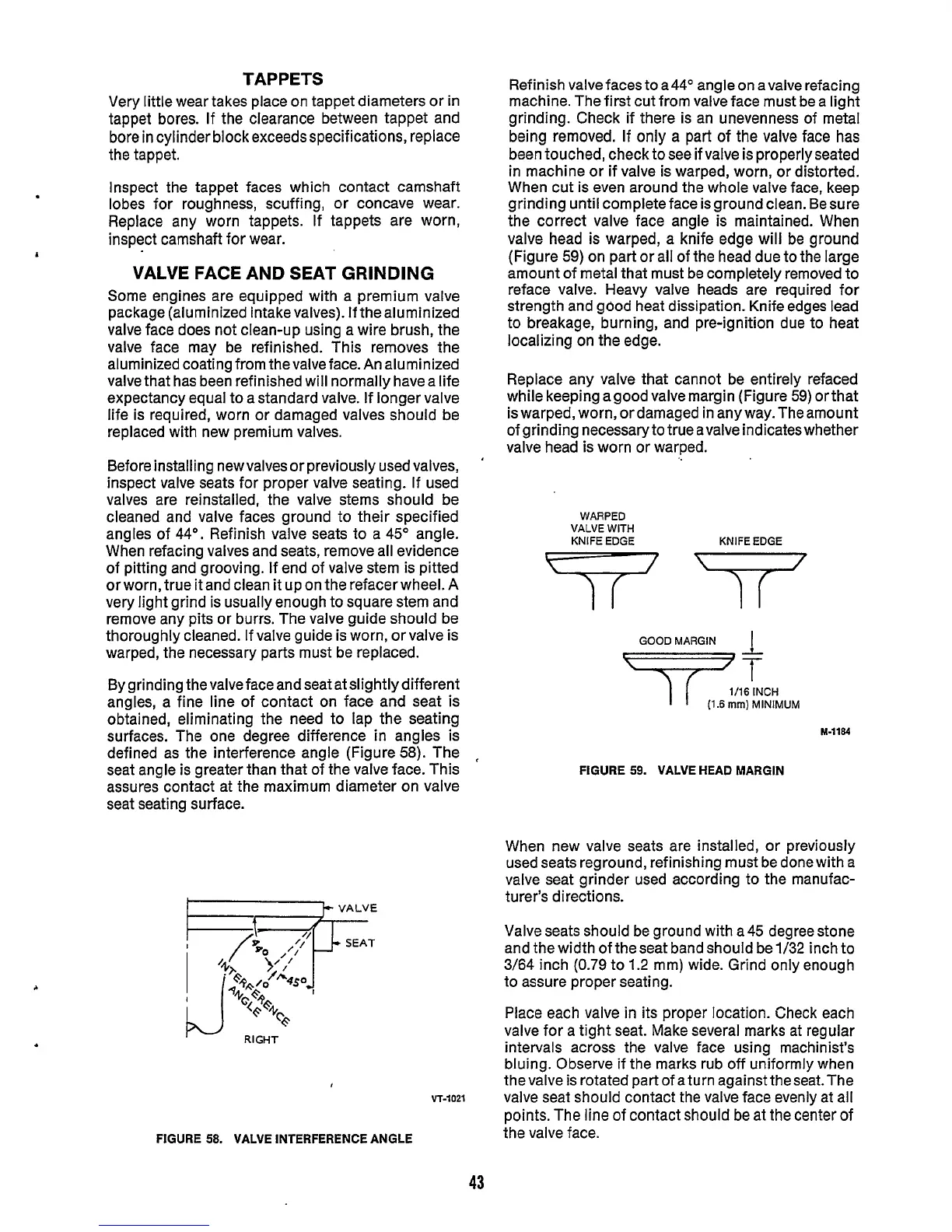
valve head is warped,
a
knife edge will be ground
(Figure
59)
on part or all of the head due to the large
amount of metal that must be completely removed to
reface valve. Heavy valve heads are required for
strength and good heat dissipation. Knife edges lead
to breakage, burning, and pre-ignition due to heat
localizing on the edge.
Replace any valve that cannot be entirely refaced
while keeping agood valve margin (Figure
59)
orthat
is warped, worn, or damaged in any way.The amount
of grinding necessary to true avalve indicateswhether
valve head is worn or warped.
WARPED
VALVE WITH
KNIFE EDGE KNIFE EDGE
GOODMARGIN
I
\
i
f
IT
1/16
INCH
I
I
(1.6mm)
MINIMUM
1-1164
FIGURE
59.
VALVE HEAD MARGIN
When new valve seats are installed, or previously
used seats reground, refinishing must be done with a
valve seat grinder used according to the manufac-
turer's directions.
Valve seats should be ground with a
45
degree stone
and the width of the seat band should be 1/32 inch to
3/64 inch
(0.79
to
1.2
mm) wide. Grind only enough
to assure proper seating.
Place each valve in its proper location. Check each
valve for a tight seat. Make several marks at regular
intervals across the valve face using machinist's
bluing. Observe if the marks rub
off
uniformly when
thevalve is rotated part of aturn againsttheseat.The
valve seat should contact the valve face evenly at all
points. The line
of
contact should be
at
the center
of
the valve face.
 Loading...
Loading...

