Programming Qparameters | Entering formulas directly
Example: Trigonometric function
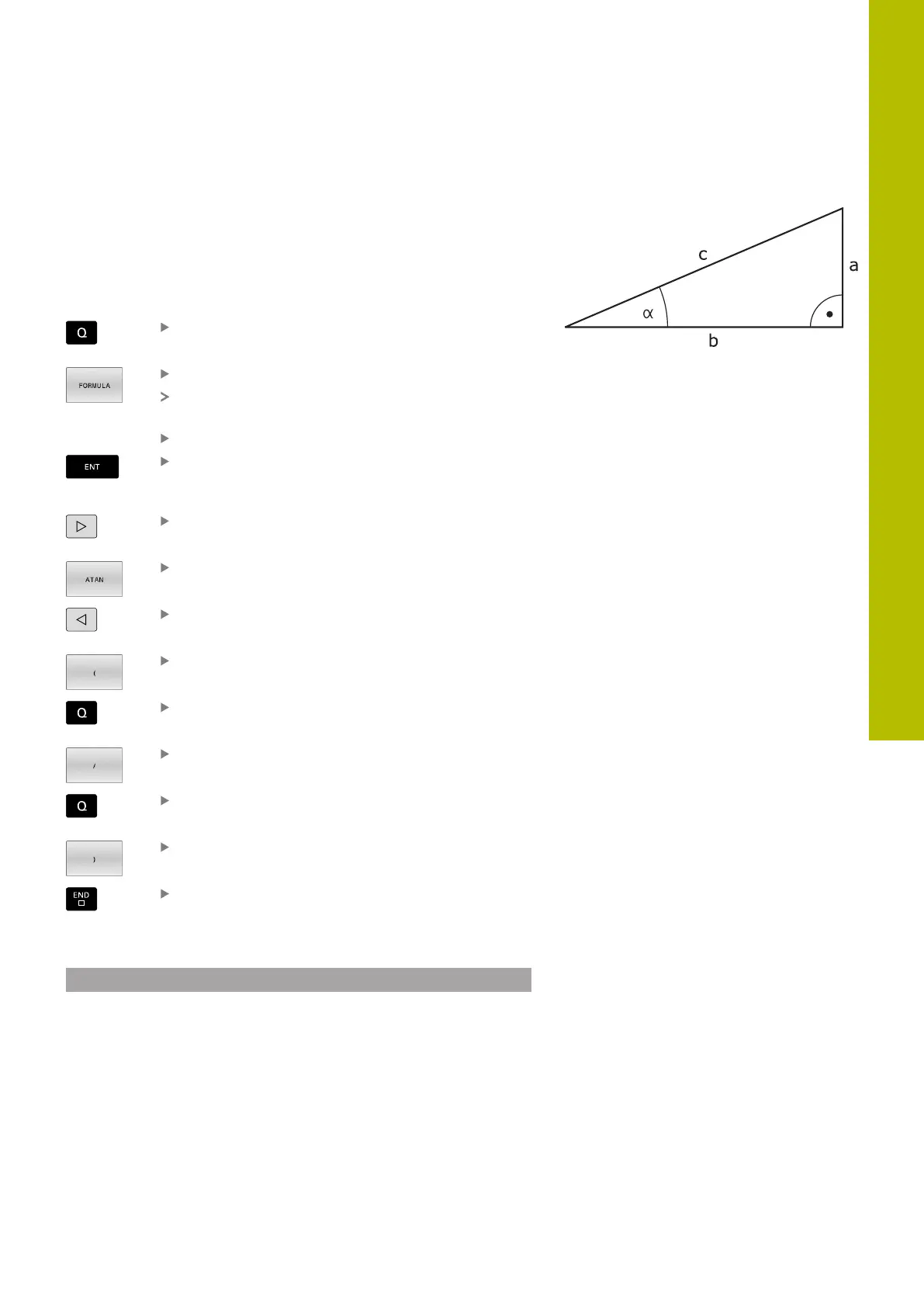
The lengths of the oppositesidea in parameter Q12 and the
adjacentsideb in Q13 are given.
The angle α is to be calculated.
Calculate the angle α from the oppositesidea and the
adjacentsideb by means of the arc tangent; assign result Q25:
Press the Q key
Press the FORMULA soft key
The control asks you for the number of the result
parameter.
Enter 25
Press the ENT key
Scroll through the soft-key row
Press the ATAN arc tangent function soft key
Scroll through the soft-key row
Press the Opening parenthesis soft key
Enter 12 (the parameter number)
Select division
Enter 13 (the parameter number)
Press the Closing parenthesis soft key
Press the END key to conclude the formula entry
Example
37 Q25 = ATAN (Q12/Q13)
9
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
287