10-21
dummyheaddummyhead
CRANKSHAFT/PISTON/VALVES
VALVE SEAT RECONDITIONING
Inspect the valve seat contact area (page 10-20).
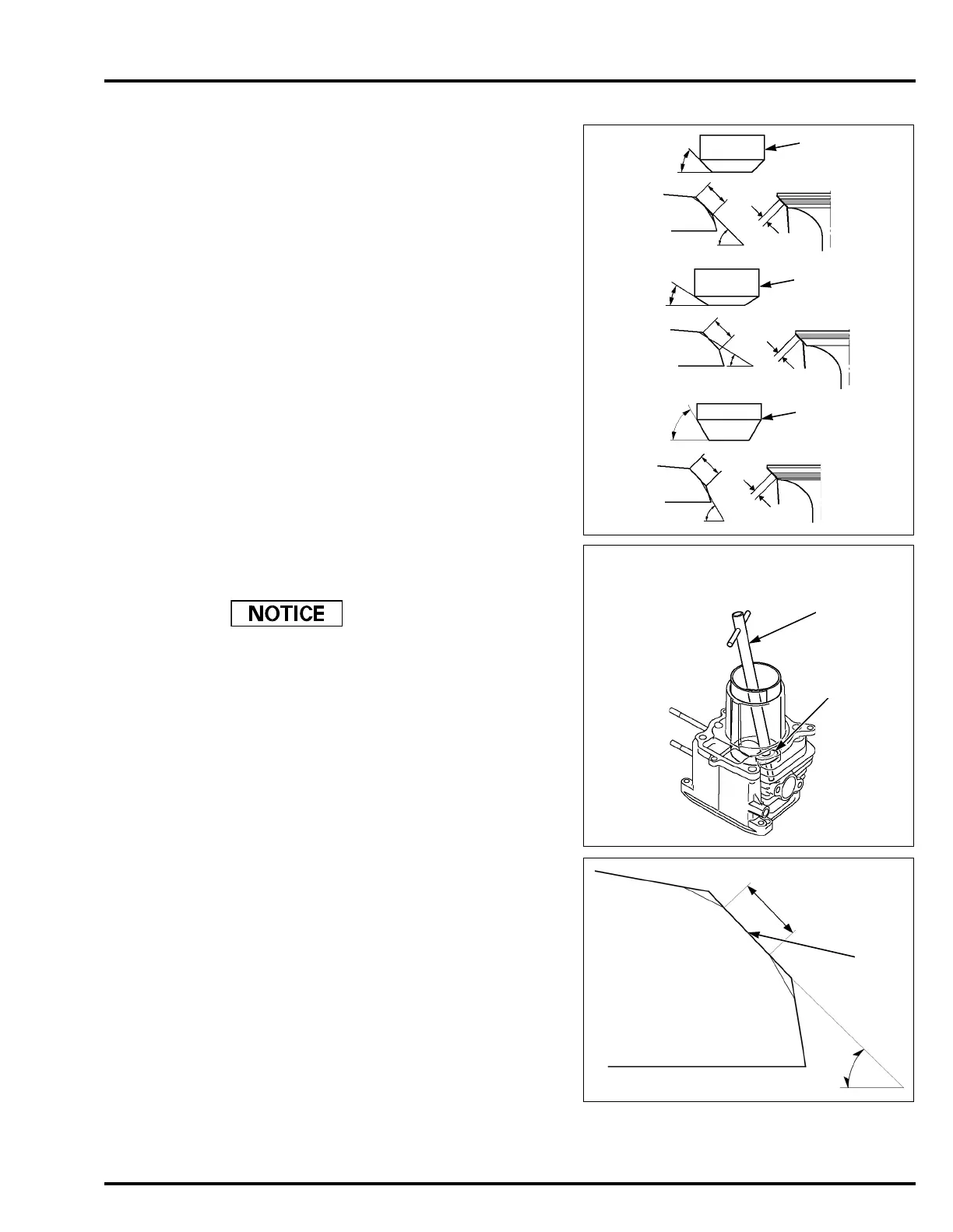
Using a 45° seat cutter [1], remove any roughness or
irregularities from the seat.
If the contact area is too high on the valve, removes
material from the top edge using a 32° flat cutter [2].
If the contact area is too low on the valve, removes
material from the bottom edge using a 60° interior cutter
[3].
Valve seat cutters [1]/grinder or equivalent valve seat
refacing equipment is recommended to correct a worn
valve seat.
Turn the cutter clockwise, never counterclockwise.
Continue to turn the cutter as you lift it from the valve
seat.
Make a light pass with the 45 ° cutter to remove any
possible burrs at the edge of the seat.
Be sure that the width [1] of the finished valve seat is
within specification.
Thoroughly clean the cylinder to remove any cutting
residual.
[1]
VALVE SEAT
TOO LOW
60°
60°
45°
45°
32°
32°
VALVE SEAT
TOO HIGH
[2]
[3]
TOOLS:
Cutter holder, 5.5 mm [2] 07981-VA20101
Seat cutter, 24.5 mm (45 ° IN/EX) 07780-0010100
Flat cutter, 25 mm (32 ° IN/EX) 07780-0012000
Interior cutter, 26 mm (60 ° IN/EX) 07780-0014500
STANDARD: 0.7 – 0.9 mm (0.03 – 0.04 in)
SERVICE LIMIT: 1.8 mm (0.07 in)

 Loading...
Loading...






