15-2
140-3 SERIES
TESTING AND ADJUSTING CYLINDER HEAD
GRINDING OF FITTING FACE OF CYLINDER HEAD
1. Grinding
1) Remove the valve seat insert. See the sec-
tion of replacement of the valve seat insert.
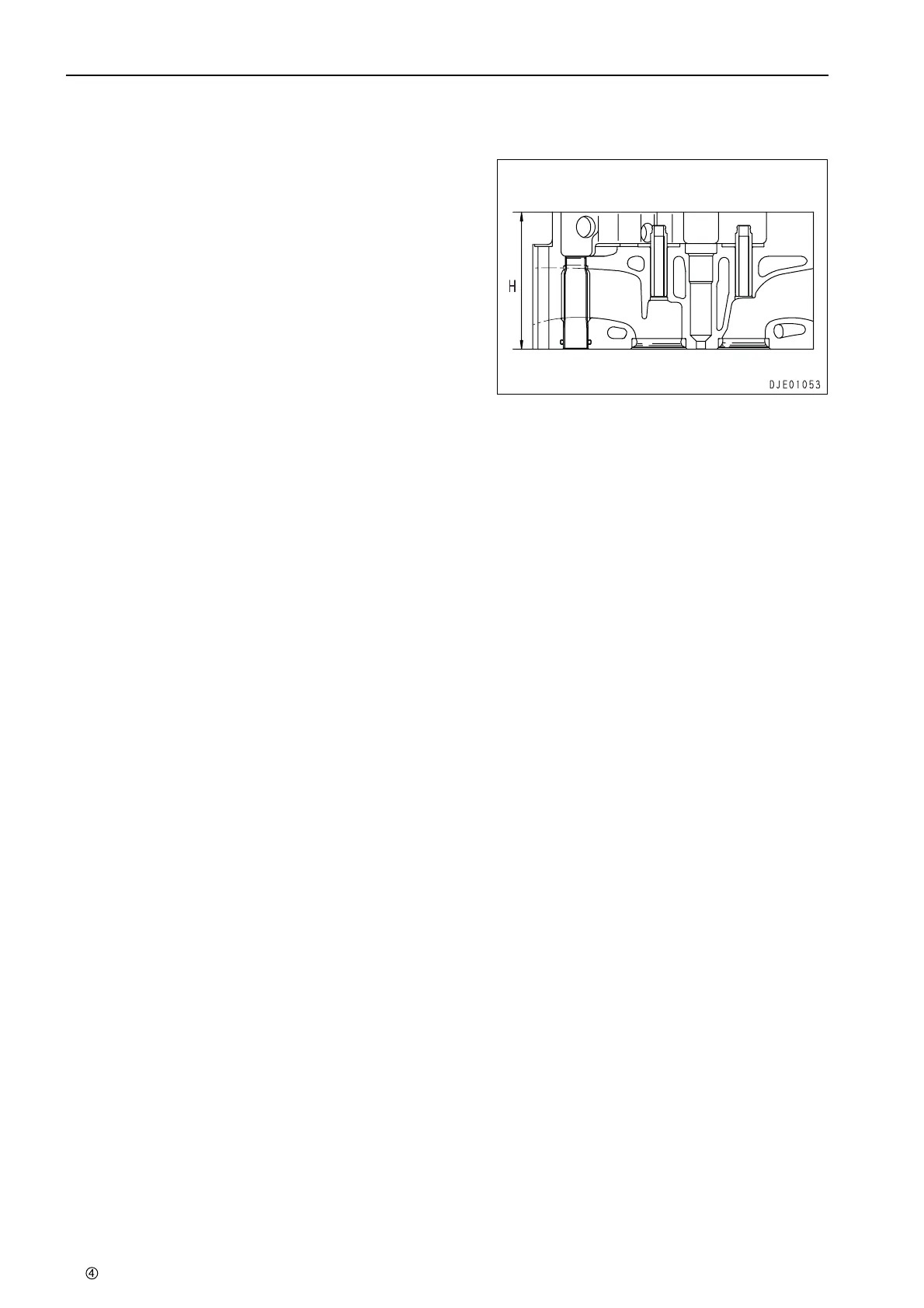
2) Remove the strain and corrosion of the cyl-
inder head by grinding them within the
allowable limit of the cylinder head height H,
then stamp the letter "R" on the left side of
the cylinder head.
Cylinder head height H
Basic height: 140 ± 0.05 mm
Limit after grinding: 139.65 mm
Grinding height/time: 0.10 – 0.15 mm
Roughness of ground surface: 6 S max.
Change of cross level: 0.05 mm max.
Grinding limit: 0.3 mm
Height difference among cylinder heads
of each engine: 0.15 max.
3) Fit an oversize insert one rank larger. See
the section of replacing valve seat insert.
2. Check after grinding
Confirm that the sinking distance of the valve is
within the standard range. Grind for adjustment,
if necessary.
Standard sinking distance of valve:
0 ± 0.1 mm
 Loading...
Loading...