37
FRANÇAIS
trop importante ou obstruction par
des copeaux.
− Éliminer la cause de la sur-
chauffe, laisser refroidir environ
dix minutes, puis remettre en
marche.
• Les broches de contact de la table
de dégagement et du capot d'aspi-
ration ne sont pas encliquetées
dans le commutateur de contact.
− Corriger le montage de la table
de dégagement ou du capot
d'aspiration. Réajuster les bro-
ches de contact le cas échéant.
Le rendement décroît :
• Les fers de rabot sont émoussés.
− Installer des fers affûtés.
• La courroie de l'entraînement princi-
pal patine.
− Retendre la courroie de l'entraî-
nement principal.
Surface travaillée trop rêche :
• Les fers de rabot sont émoussés.
− Installer des fers affûtés.
• Les fers de rabot sont obstrués par
des copeaux.
− Enlever les copeaux.
• La pièce à travailler contient encore
trop d'humidité.
− Sécher la pièce à travailler.
La surface travaillée est fendillée :
• Les fers de rabot sont émoussés.
− Installer des fers affûtés.
• Les fers de rabots sont obstrués par
des copeaux.
− Enlever les copeaux.
• La pièce à travailler a été traitée
dans le sens contraire de la pousse.
− Traiter la pièce à travailler dans
le sens opposé.
• Une trop grande quantité de matière
a été rabotée en une fois.
− Travailler la pièce en plusieurs
étapes.
L'avance de la pièce à travailler est
trop faible (usinage de l'épaisseur) :
• La table d'épaisseur est poisseuse.
− Nettoyer la table d'épaisseur et
appliquer une fine couche de
cire.
• Les rouleaux d'acheminement ont
du mal à tourner.
− Réparer les rouleaux d'achemi-
nement.
• La courroie de l'entraînement princi-
pal patine.
− Retendre la courroie de l'entraî-
nement principal.
La pièce à travailler est coincée
(usinage de l'épaisseur) :
• Une trop grande quantité de matière
a été rabotée en une fois.
− Travailler la pièce en plusieurs
étapes.
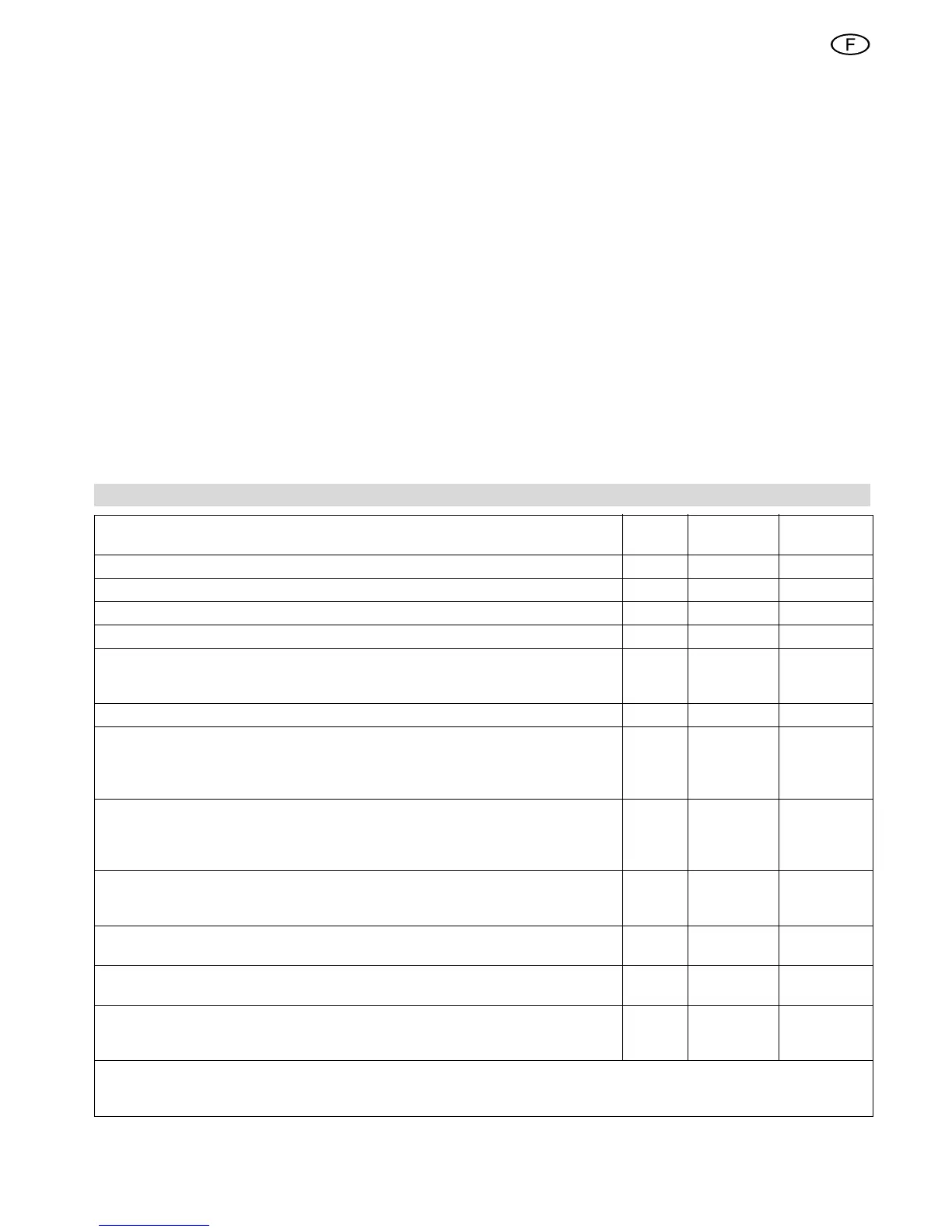
11. Caractéristiques techniques
HC 260 C
WNB
HC 260 C
DNB
Moteur Courant alternatif 50 Hz W 2200 2800
Tension V 230 400
Protection par fusibles A 16 16
Mode de protection IP 54 54
Régime à vide
Moteur
Arbre porte-fers
min
-1
min
-1
2800
6500
2700
6500
Vitesse d'avance en mode d'usinage de l'épaisseur m/min 5 5
Dimensions des fers de rabot
Longueur
Largeur
Épaisseur
mm
mm
mm
260
18,6
1
260
18,6
1
Dimensions de la machine
Profondeur (à partir de la table de réception et de dégagement)
Largeur
Hauteur
mm
mm
mm
1110
575
940
1110
575
940
Poids
Appareil complet avec emballage
Appareil en état de marche
kg
kg
76,0
71,0
76,0
71,0
Valeur d'émission sur le poste de travail selon DIN 45635*
Bruits lors du dressage dB (A) 108,2 108,2
Niveau de puissance sonore selon DIN 45635*
Bruits lors du dressage dB (A) 100,8 100,8
Dimensions de la pièce à travailler
Largeur maximale
Hauteur maximale (usinage de l'épaisseur)
mm
mm
260
160
260
160
* Les valeurs données indiquent l'importance du bruit produit par la machine (= valeur d'émission). Le pourcentage de ce bruit par-
venant à l'oreille de l'opérateur (= valeur d'immission) ne peut être indiqué ici, car il dépend de divers facteurs environnants. Il est
donc conseillé d'utiliser une protection acoustique, même si les valeurs données ici ne l'exigent pas obligatoirement.
 Loading...
Loading...