43
Repair instructions
3
Clean the valve seat location carefully, and check that
there are no cracks. Measure the diameter of the
valve seat location. Use the measurement to deter-
mine whether a STD or OD dimension seat should be
used.
Do any machining on the valve seat location. Cool the
new valve seat down in carbon dioxide snow to
–60 to –70°C, and possibly heat the cylinder head by
hosing it with hot water or other means. Press the
valve seat in with a mandrel.
NOTE! Align the new valve seat correctly, with the
valve chamfer outwards!
You must do the work quickly, so as to maintain the
greatest possible temperature difference.
Machine the seat to the correct angle and width.
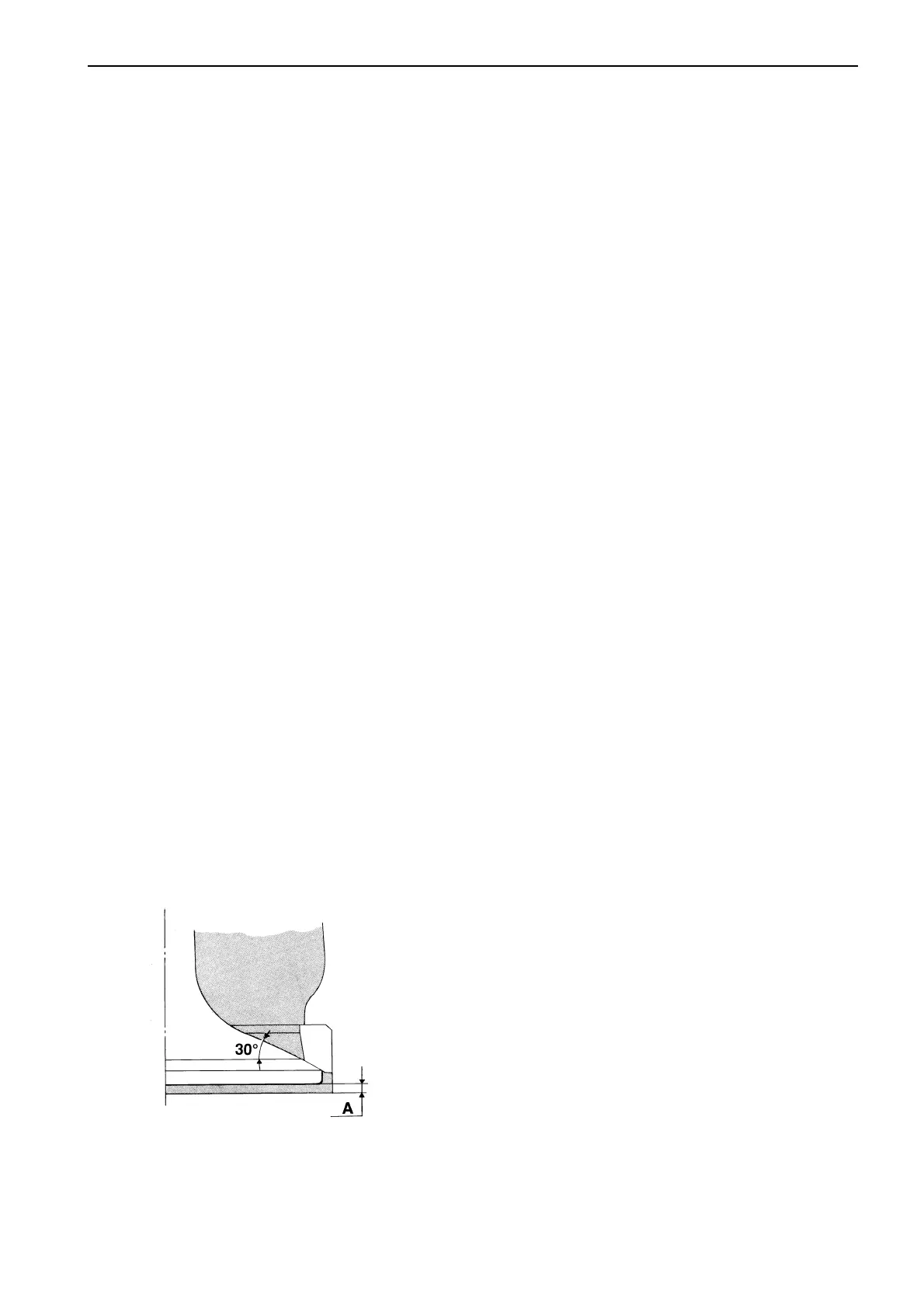
Mill or grind the valve seats. A new valve seat must
be ground down so that the distance between the cyl-
inder head plane and the valve head (A), measured
with a new valve, is:
TAMD61/62 TAMD63 TAMD71/72
*Inlet ......... 0.7–1.1 mm 0–0.4 mm 2.0–2.4 mm
Exhaust .... 0.7–1.1 mm 0–0.4 mm 1.0–1.4 mm
A used valve seat (wear tolerance) may be ground
down so that the distance between the cylinder head
plane and the valve head (A), measured with a new
valve, is max.:
TAMD61/62 TAMD63 TAMD71/72
Inlet .......... 1.5 mm 1.0 mm 3.0 mm
Exhaust .... 1.5 mm 1.0 mm 2.0 mm
If the distances are greater, the seats should be re-
placed.
Check the seat angle with a plug gauge for valve
seats, once the valve seat mating surface has been
coated with a thin layer of marking dye.
* To give acceptable renovation service life and economy, the
seat should be replaced when 0.2 mm remains to the maximum
wear tolerance, once the valve seat has been ground.
Valve seat, grinding
Before grinding, the valve guides must be checked
and replaced if the wear limits have been exceeded.
When the valve seats are ground, only remove just
enough material to give the correct shape and a good
mating surface.
Valve and valve seat
 Loading...
Loading...