OperatiOn
HPR130XD Auto Gas – 806330 Revision 2 4-33
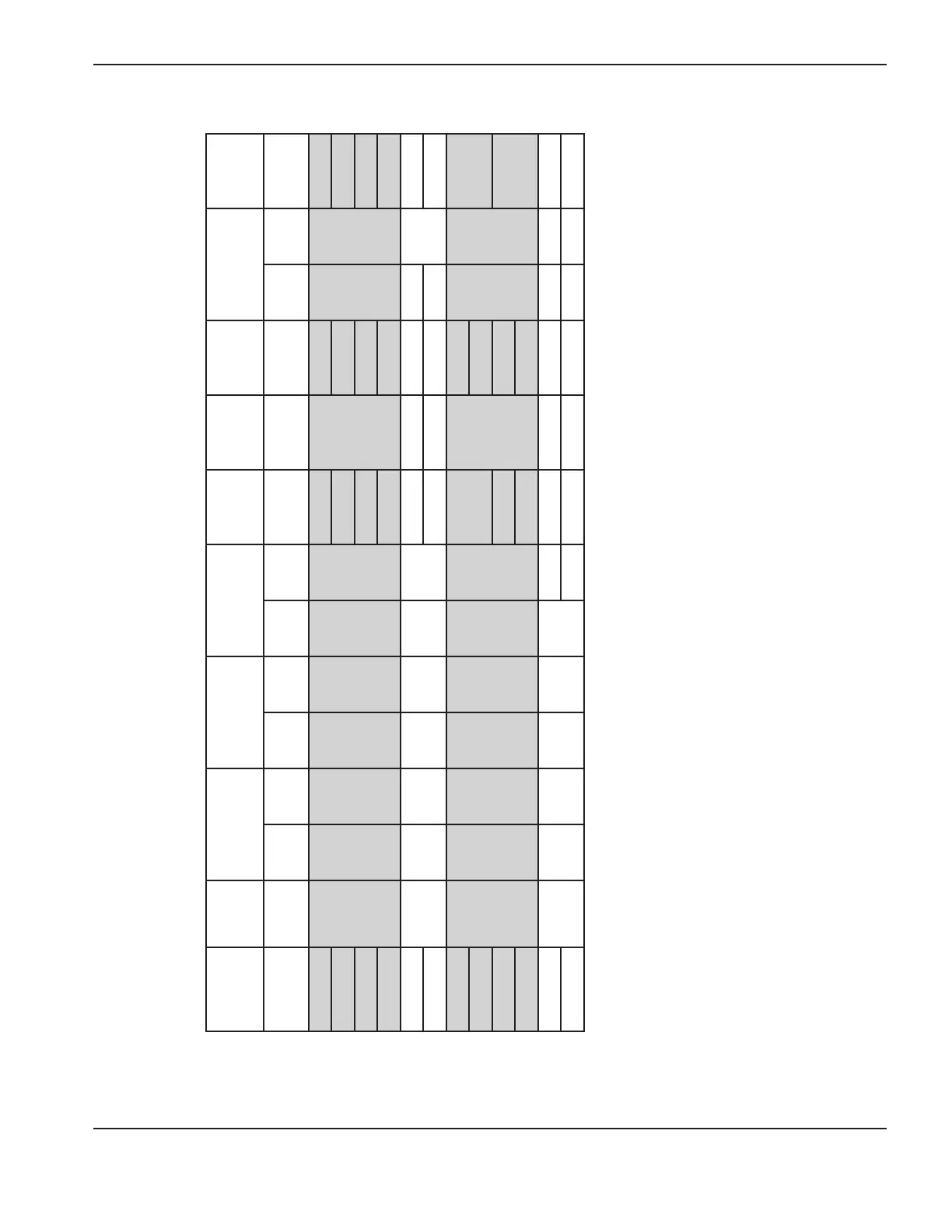
Mild steel Fine Feature Cutting
30 A to 130 A
Metric
Material
Thickness
Current Select Gases Set Preflow Set Cutflow
Arc
Voltage
Torch-
to-Work
Distance
Cutting
Speed
Initial Pirece
Height
Pierce
Delay
Time
mm Amps
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Volts mm mm/m mm
Factor
%
Seconds
3
30 O
2
O
2
78 75 94 7
119
1.5
1160
2.7 180
0.5
4 124 905 0.7
5 125 744 0.9
6 128 665 1.0
5
50 O
2
O
2
70 30 81 14
123 1.5 1200 3.0
200
0.4
6 128 2.0 950 4.0 0.5
7
80* O
2
Air 48 23 78 25
119
1.5
2286
4.1 267
0.4
8 2240
9 121 1987
0.5
10 122 1733
10
130 O
2
Air 32 32 84
27 129 2.3 2437 6.1 267 0.3
12 25 132 2.5 1935 6.6 260 0.5
Note: *The pierce complete signal must be turned off for the 80 A processes.

 Loading...
Loading...







