510,96÷00.96 079,86÷559,86 60.0÷30.0
51.87÷00.87 079.77÷559.77 60.0÷30.0
510.28÷00.28 079.18÷559.18 60.0÷30.0
510,28÷00,28 079,18÷559,18 60.0÷30.0
510,28÷00,28 049,18÷529,18 90.0÷60.0
510,68÷00,68 079,58÷559,58 60.0÷30.0
225
315
350 - 350EPA
400
400EPA
440 - 440EPA
ClearanceØ PistonØ Cilinders
- 31 -
DISASSEMBLY/REASSEMBLY
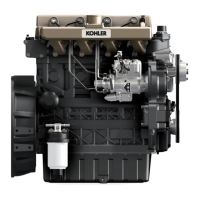
Cylinder
Setaboregaugetozerowithacalibratedring.
Checkdiameterat1, 2and3;repeattheoperationatthesamepoints
afterturningtheboregauge90°.
Ifwearexceedsthemax.givenvalueby0.05,borethecylinderandt
oversizepistonandrings.
Seeg.40and41forcylinderdiametervalues.
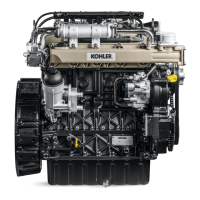
Do not manually hone the cylinder bore surfaces with emery
clothorothermeans.
Cylinder roughness
Thecross-hatchpatternshouldbeatanangleof45°-55°;linesshould
beuniformandclearinbothdirections.
Averageroughnessmustrangebetween0.5mm1µm.
Thecylindersurfacewhichcomesintocontactwithpistonringsshould
bemachinedwiththeplateaumethod.
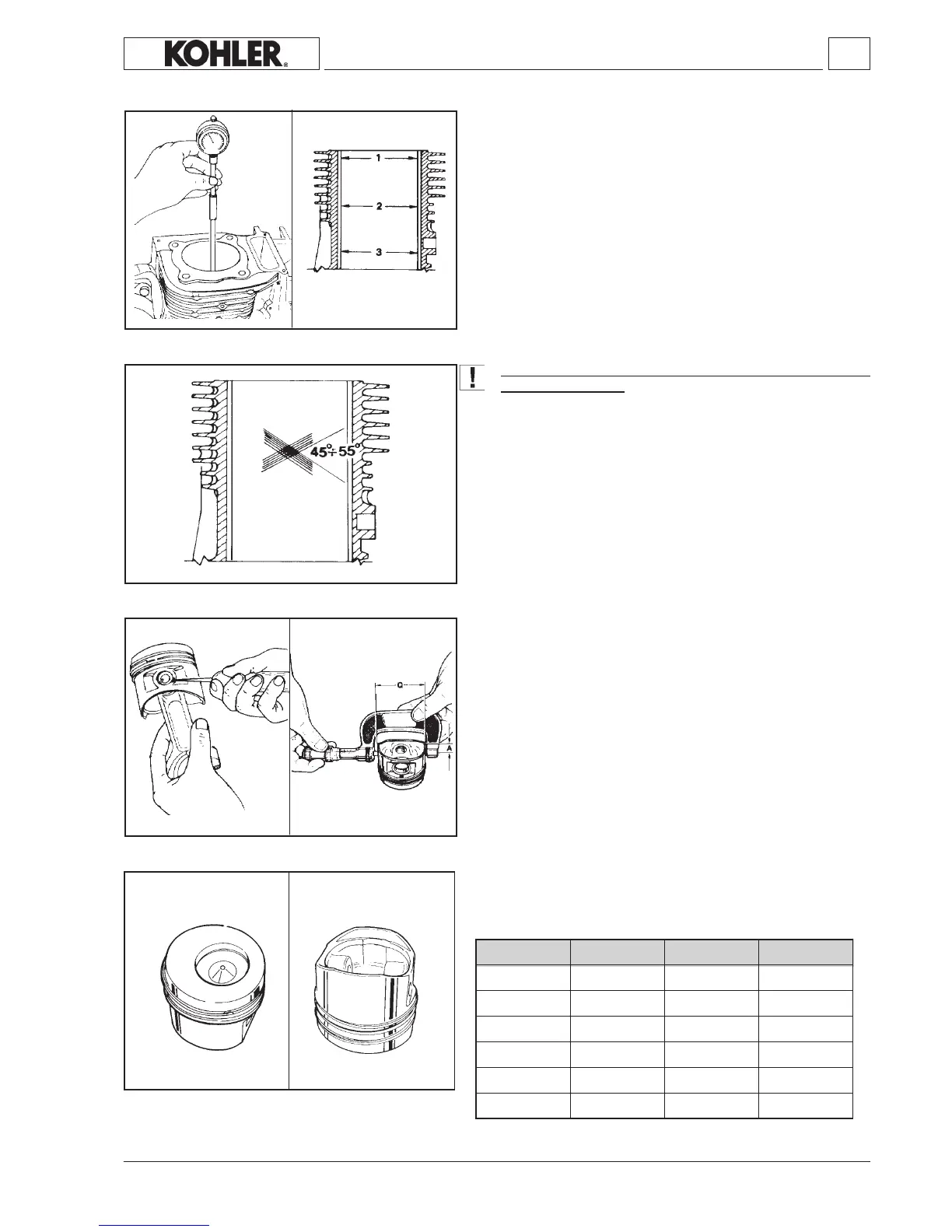
Piston
Being of low expansion type, the piston allows small clearances
betweenpistonandcylinderand,thus,oilconsumptionisreduced.
Removecirclipsandpistonpin.
Removepistonringsandcleangrooves.
MeasurediameterQattheAdistance from the skirt bottom(A=12
mm).
Replace the piston and piston rings if wear on the diameter is 0.05
mmmorethantheminimumvaluegiven(seetableing.40-41).
Note:Oversizepistonsof0.50and1.00mmareavailable.
Dimensions of pistons and cylinders, Logo
Logo can be found inside the piston
KD 225_315_350_400_440 Workshop Manual_cod. ED0053029330_1° ed_ rev.00
 Loading...
Loading...