140-3 SERIES
15-3
TESTING AND ADJUSTING CYLINDER HEAD
REPLACING VALVE SEAT INSERT
Special tools
1. Removal of valve seat insert
k
When using a grinder to carry out this work, carry
out a test run for one minute before starting the
operation to check that there is no abnormality.
• If the grindstone has been replaced, carry
out the test run 3 minutes.
k
Check that there is no damage to the grindstone,
fit it to the grinder spindle so that there is play,
and wear safety glasses when using the grinder.
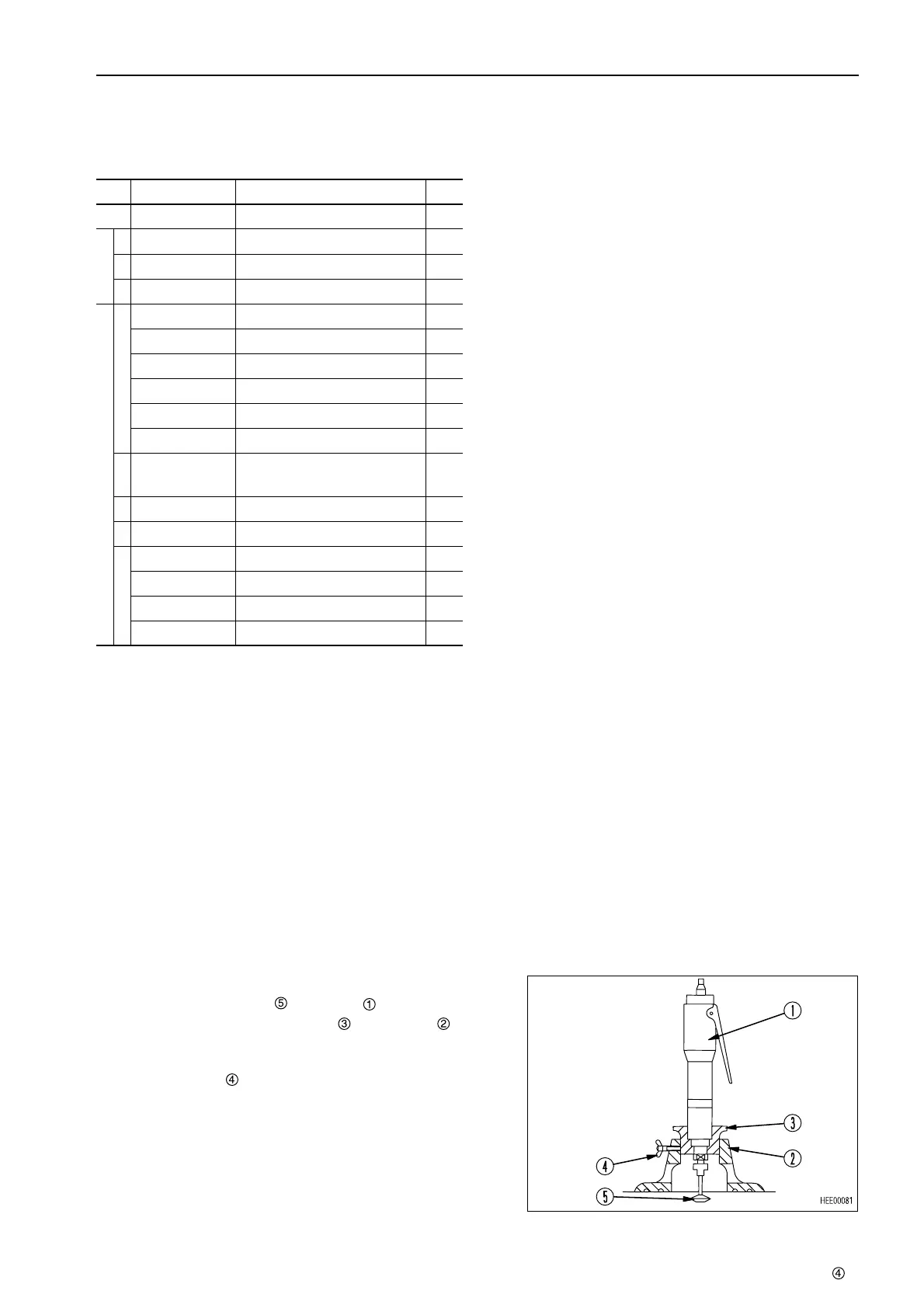
• When removing with a valve seat puller
1) Install grindstone to grinder .
2) Align the groove of sleeve with holder ,
and insert.
Adjust the position of the grinder with set
screw .
No. Part No. Part Name Q’ty
A 795-100-4800 Puller (valve seat) 1
B
1 790-101-5001 Push tool (KIT) 1
2 790-101-5081 • Plate (for intake valve) 1
3 790-101-5071 • Plate (for exhaust valve) 1
C
1
795-100-3003 • Seat cutter (KIT) 1
795-100-3100 • Body ass’y 1
795-100-3200 • Micrometer 1
795-100-3300 • Gauge 1
795-100-3400 • Tool head 1
795-100-3601 • Head support 1
2 795-100-3710
• Cutter (for oversize
machining)
1
3 795-100-3720 • Cutter (for 30°) 1
4 795-100-3730 • Cutter (for 45°) 1
5
795-100-4210 • Pilot (10.000 mm) 1
795-100-4220 • Pilot (10.010 mm) 1
795-100-4230 • Pilot (10.020 mm) 1
795-100-4240 • Pilot (10.030 mm) 1
 Loading...
Loading...