- Let the temperature of the half crankcase settle
at the temperature of the crankshaft.
- Again install the special crankcase separation
plate NOT installing the crankshaft protection
- During the assembly phase keep the central
thrust screw loose.
- Take the four clamping screws to the end of the
stroke and loosen them again with the same angle
(e.g. 90°)
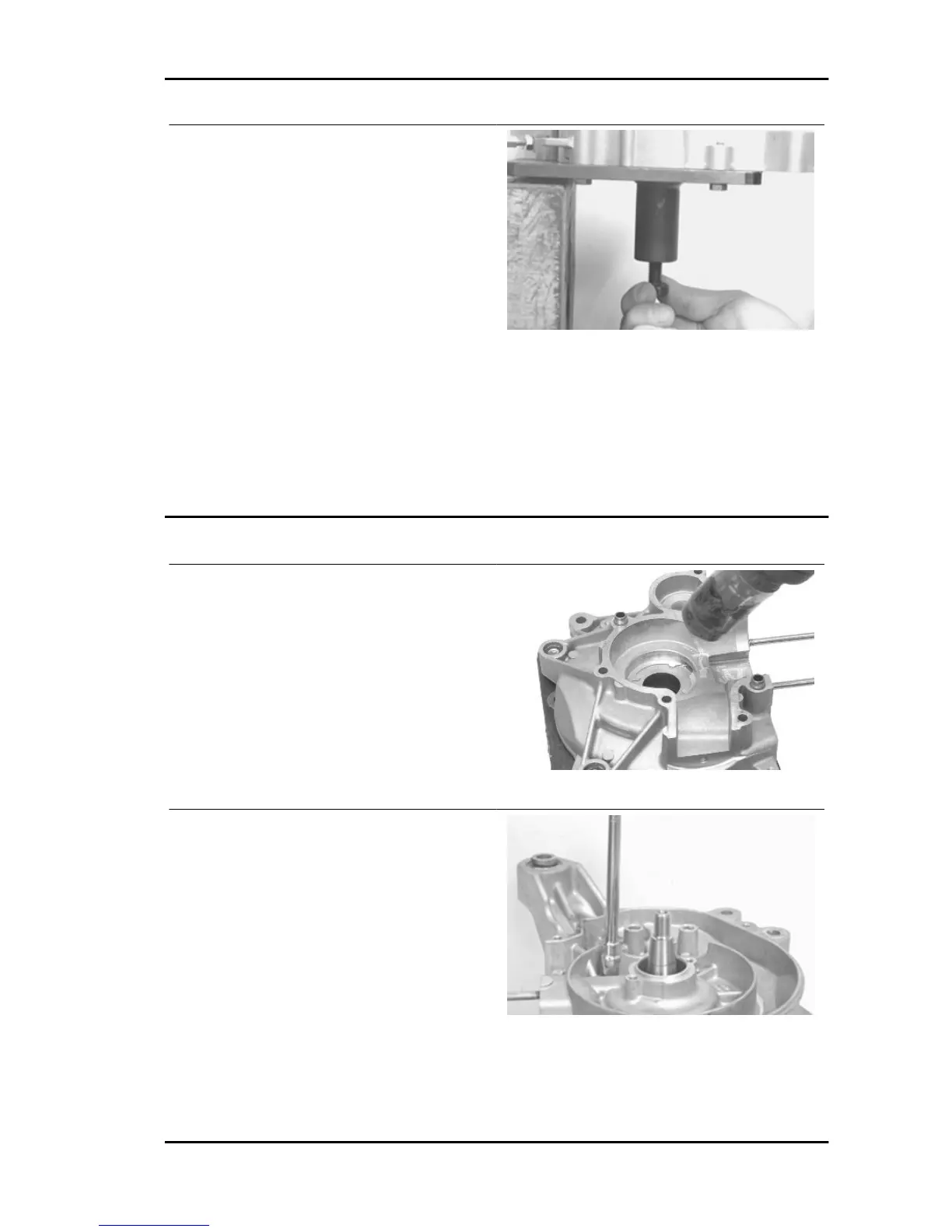
- When the temperature has settled, preload the
thrust screw of the tool manually until the ball bear-
ing clearance is cancelled out.
Specific tooling
020163Y Crankcase splitting plate
Refitting the crankcase halves
- Prepare the coupling surface with LOCTITE 510
applying a thin layer of it after degreasing the sur-
face using a suitable solvent (e.g. trichloroethy-
lene)
- Heat the flywheel-side half crankcase with a ther-
mal gun.
Recommended products
Loctite 510 Liquid sealant
Gasket
- Keeping the half crankcase on the transmission
side, insert the flywheel side half crankcase with a
clean precise movement
- Insert at least three clamping screws and tighten
up rapidly
- Insert the other 5 screws and tighten them to the
specified torque.
Locking torques (N*m)
crankcase coupling screws 11 - 13
NRG Power DT Engine
ENG - 29
 Loading...
Loading...











