INTRODUCTION CD3340B/YB4411
1-8
Published 04/07/2015 Control # 569-00
The above is provided only as a guide, and your inspection
plan should not be limited to the areas listed. A thorough
visual inspection of all weldments is good practice.
Anyone requiring more detailed inspection instructions and/
or repair procedures may request same by contacting your
local Manitowoc distributor.
LOCTITE®
Always follow the directions on the Loctite container, as not
all Loctite types are suitable for all applications. Various
types of Loctite are specified throughout the Service Manual.
The following types of Loctite brand adhesives are available
from the Parts Department of the local Manitowoc distributor.
Application of Medium Strength Loctite
NOTE: The fastener may be re-used; the adhesive may be
re-applied over cured adhesive residue.
The following procedure covers the proper application and
curing method for medium strength Loctite® adhesive/
sealant (Loctite® #243).
NOTE: Ensure the threaded surface, both male and
female, is clean of contaminants and free of dirt
and oil.
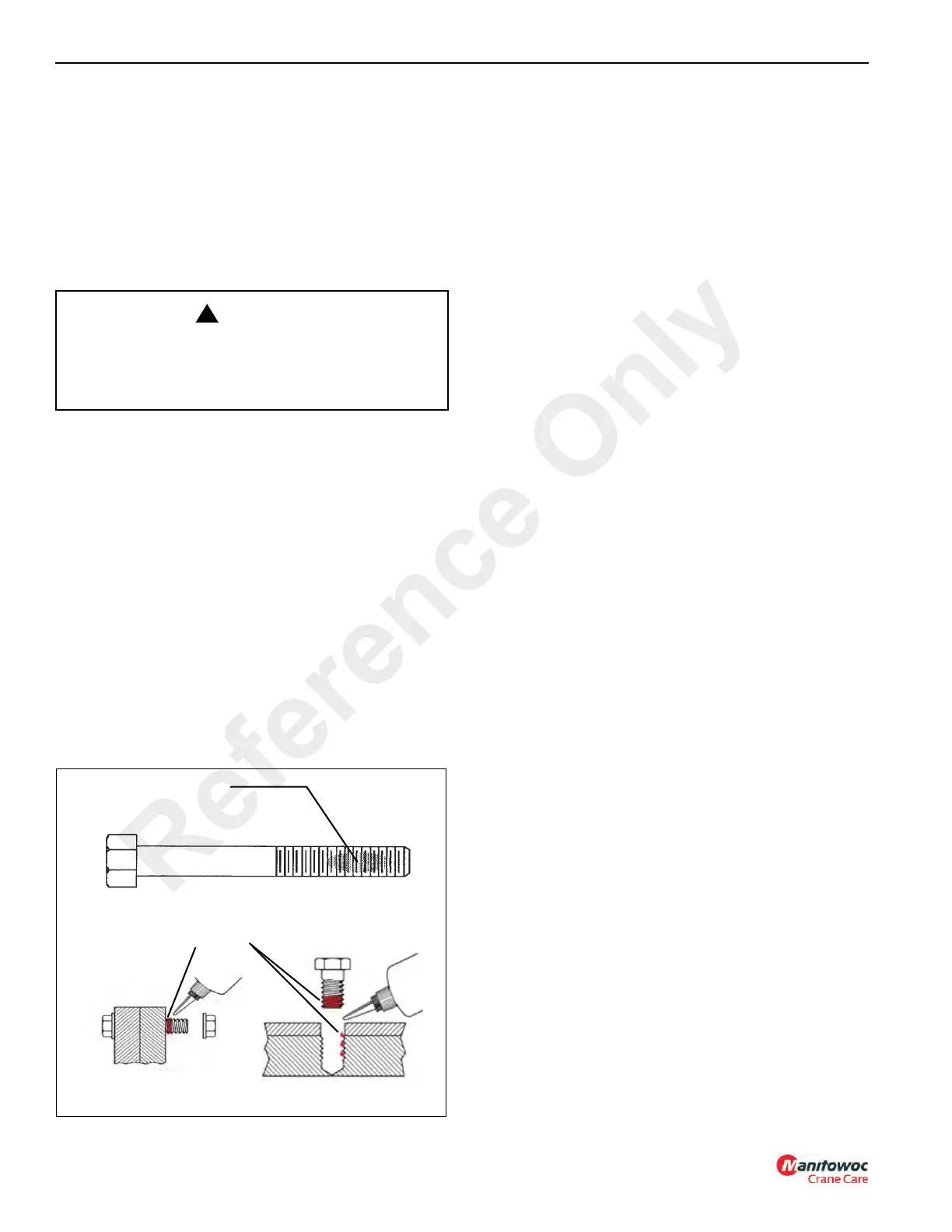
Adhesive/Sealant Application
1. Apply a bead perpendicular to the thread, several
threads wide, in the approximate area of threaded
engagement (see Figure 1-5).
2. In a blind hole application, a bead of several drops of
adhesive should be applied into the bottom of the hole to
be hydraulically forced up during engagement.
3. After application and engagement of mated threads,
fixturing will occur within five (5) minutes. Time required
to achieve full strength is 24 hours.
FASTENERS AND TORQUE VALUES
Use bolts of the correct length. A bolt which is too long may
bottom before the head is tight against the part it is to hold. If
a bolt is too short, there may not be enough threads engaged
to hold the part securely. Threads can be damaged. Inspect
them and replace fasteners, as necessary.
Torque values should correspond to the type bolts, studs,
and nuts being used.
The torque tables are provided by Manitowoc for reference
when performing maintenance.
Use of proper torque values is extremely important. Improper
torquing can seriously affect performance and reliability.
Identification of fastener grade is always necessary. When
marked as a high strength bolt (grade 5, 8, etc.), the
mechanic must be aware that he/she is working with a highly
stressed component and the fastener should be torqued
accordingly.
NOTE: Some special applications require variation from
standard torque values. Reference should always
be made to component overhaul procedures for
recommendations.
Special attention should be given to the existence of
lubricant, plating, or other factors that might require variation
from standard torque values.
The use of lubricants on zinc-flake coated parts shall be
prohibited since this will change the required torque value.
When maximum recommended torque values have been
exceeded, the fastener should be replaced.
Previously installed bolts and nuts of Grade 8 or Class 10.9
and higher may not be reused.
When referring to the applicable torque charts, use values as
close as possible to the torque values shown to allow for
wrench calibration tolerance.
Torque Wrenches
Flexible beam type wrenches, even though they might have
a pre-set feature, must be pulled at right angle and the force
must be applied at the center of the handle. Force value
readings must be made while the tool is in motion. Rigid
CAUTION
Skin and/or Eye Hazard!
Loctite® type adhesives contain chemicals that may be
harmful if misused. Read and follow the instructions on
the container.
4203
FIGURE 1-5
Bead Application
Bead Application
8213-1
8213-2
Reference Only

 Loading...
Loading...







