National Crane 3-29-2018 Control # 610-00 8-5
NBT40-1 SERIES OPERATOR MANUAL MAINTENANCE CHECKLIST
- Sections in contact with saddles, equalizer sheaves,
or other sheaves where rope travel is limited.
- Sections of rope at or near terminal ends where
corroded or broken wires may protrude.
• Inspect boom nose sheaves, hook block sheaves, boom
extension/extension sheaves, auxiliary boom nose
sheaves, and hoist drums for wear. Damaged sheaves
or hoist drums can accelerate wear and cause rapid
deterioration of the rope.
Inspect the eye end of the rope for greater wear than the rest
of the rope. If the rope is in good condition, reverse the rope
on the drum so that the wear is equalized along the total
length of the rope.
Wire Rope Replacement
It is difficult to determine the exact time for replacement of
wire rope (hoist rope) since many variable factors are
involved. Proper determination of the condition of a rope
depends upon the judgment of an experienced person. The
following reasons are sufficient for consideration of rope
replacement:
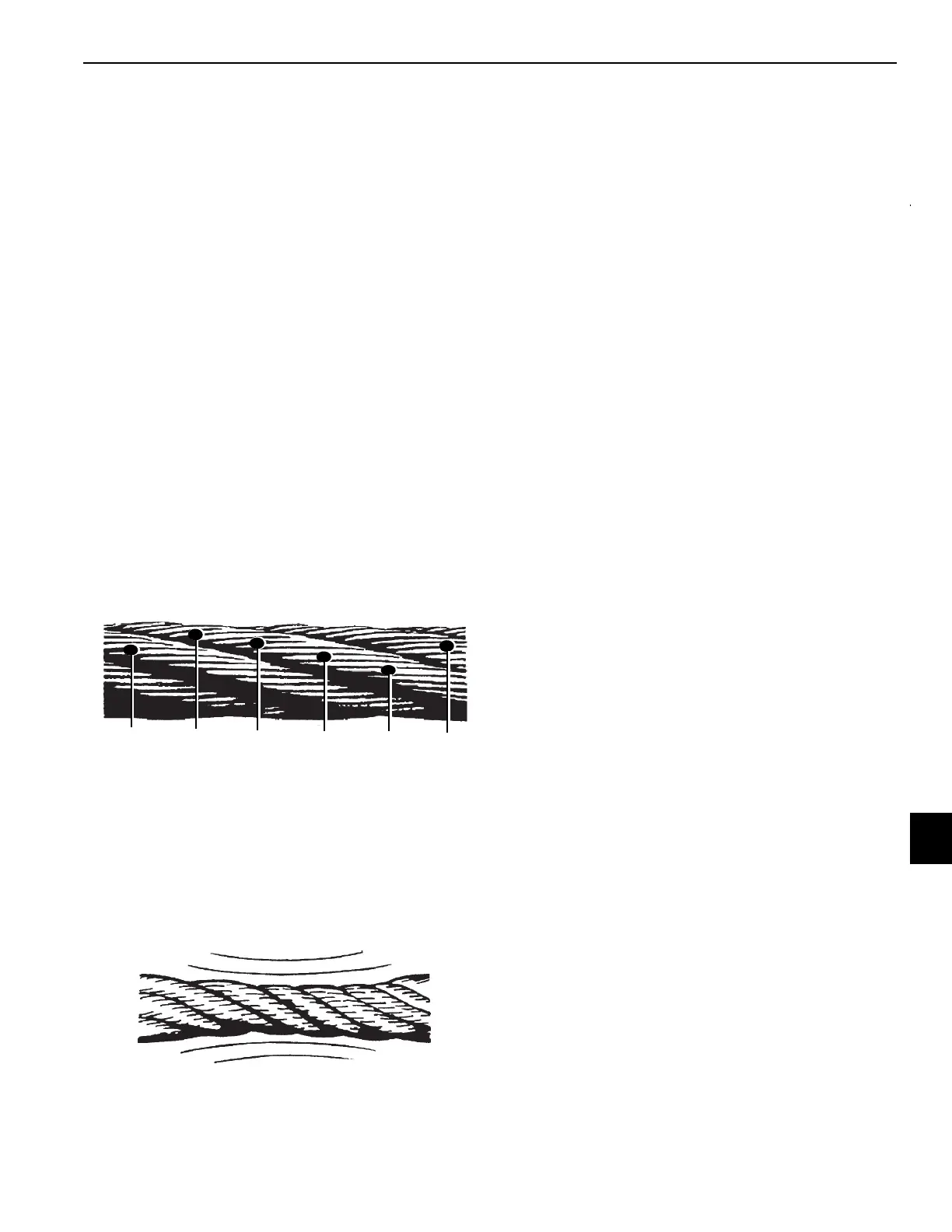
• Six randomly distributed broken wires in one rope lay or
three broken wires in one strand in one lay. The rope is
unsafe for further use if there are either three broken
wires in one strand (Breaks 2, 3, 4) or a total of six
broken wires in all strands in any one lay.
• In rotation resistant ropes: two randomly distributed
broken wires in six rope diameters or four randomly
distributed broken wires in 30 rope diameters
• Wear of one-third the original diameter of outside
individual wires. Worn rope, usually indicated by flat
spots on the outer wires is unsafe for further use when
less than two-thirds the thickness of the outer wire
remains.
• Necking down of the rope indicates core failure.
• Kinking, crushing, bird caging, or any other damage
resulting in distortion of the rope structure.
• Evidence of heat damage.
• Reductions from nominal diameter of more than:
- 0.0156 in (.4 mm) for rope diameters to 0.313 in (8
mm)
- .8 mm (0.031) for rope diameters 9.5 mm (0.375 in)
to 12.7 mm (0.50 in)
- 1.2 mm (0.047 in) for rope diameters 14.3 mm
(0.561 in) to 19.1 mm (0.75 in)
- 1.6 mm (0.063) for rope diameters 22.2 mm (0.875
in) to 28.6 mm (1.125 in).
• One outer wire broken at its point of contact with the core
of the rope which has worked its way out of, and
protrudes or loops out from the rope structure.
Care of Wire Rope
Handle wire rope with care to prevent damage to the
individual wires which affect the overall strength and
performance of the rope. Do not allow the formation of kinks,
because this displaces the strands of wire from their original
position and relation to each other causing severe bending
and unequal tensions in the strands. This distortion and wire
displacement cannot be corrected even under high tension
and a permanent weak point remains in the rope. Displaced
or raised wires indicate a previous kink, but does not show
the damaged condition of the inner rope wires.
Never pull wire rope over a non-rotating support such as a
spindle bar, a pin, or an inoperative sheave. This practice
causes severe abrasion to the outer strand wires. A properly
operating sheave or snatch block is essential to safety and
long service life of the rope.
Do not use worn sheaves or sheaves with flat grooves
because they do not provide sufficient support to prevent the
distortion and flattening of the rope. Sheaves with nicked or
broken flanges can cut or otherwise damage the rope.
An even distribution of rope coils over the hoist drum is
essential to smooth operation. This prevents the rope from
cutting down through or crushing other coils on the drum
resulting in damage to and difficulty in unwinding the rope.
REPLACEMENT CABLE
If the hoist cable needs to be replaced, care should be taken
in selecting a suitable replacement cable. The cable strength
requirements are shown on the equipment load chart. The
types of cable are optional with 6 x 25 and Dyform being the
most common. A high strength, rotation resistant cable is
preferred and is furnished as standard by National Cranes.
This cable eliminates single part line load spin and prolongs
cable life. It also eliminates load block spin up when multi-
part reeving is used.

 Loading...
Loading...








