INSPECTION AND REPAIR OF BASIC ENGINE
6-4
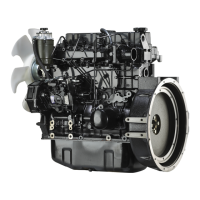
1.7 Inspecting valve face
Apply a thin coat of Shinmyoutan or equivalent lead-free
coloring paste on the valve face, and strike the valve face
against the valve seat using a valve lapper to check for
contact condition. If the contact is not even, or any defects
are found, or if the limit is exceeded, reface or replace the
valve.
Note: (a) Inspect the valve face after the valve guide is
repaired or replaced.
(b) Do not rotate the valve when pressing the valve
face coated with Shinmyoutan or equivalent lead-
free dye against the valve seat.
(c) Always lap the valve and valve seat after the
valve has been refaced or replaced.
Refacing valve face
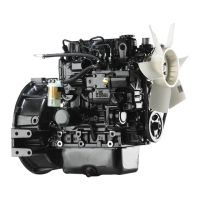
Contact between valve seat and valve
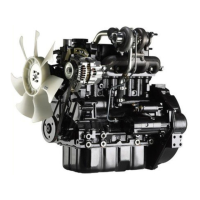
Valve sinkage
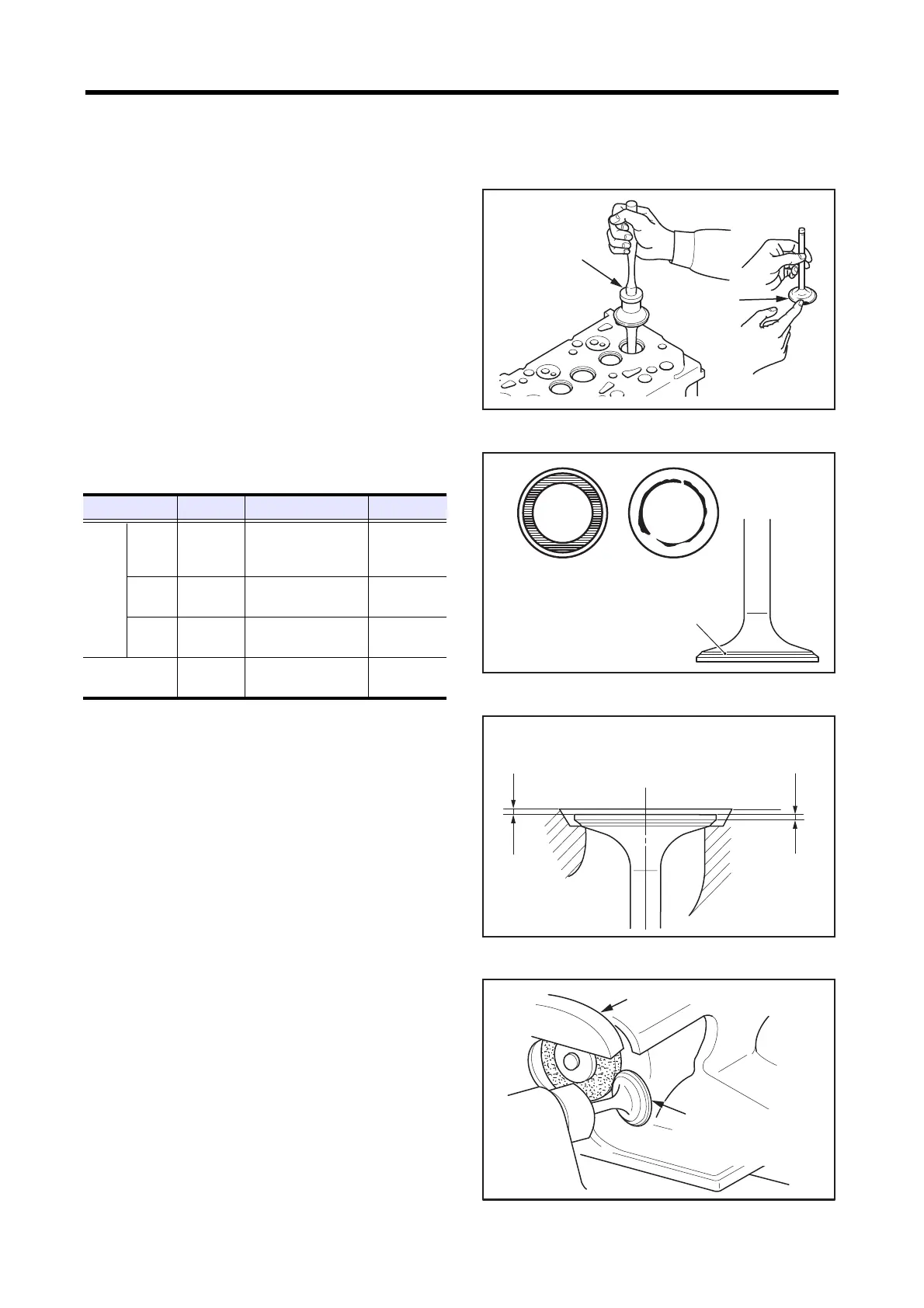
1.8 Refacing valve face
If the valve face is significantly worn out, reface the valve
face using a valve refacer.
Note: (a) Grind the valve face using the valve refacer at the
specified angle.
(b) Secure the valve margin width equal to or greater
than the limit. If the dimensions after refacing
does not meet the specified values, replace the
valve with a new one.
Refacing valve face
Item Nominal Standard Limit
Va lv e
seat
Va lv e
seat
angle
45° - -
Va lv e
sinkage
0 mm
[0.00 in.]
0.25 to 0.75 mm
[0.0098 to 0.0295 in.]
1.50 mm
[0.0591 in.]
Seat
width
1.6 mm
[0.063 in.]
1.30 to 1.80 mm
[0.0512 to 0.0709 in.]
2.50 mm
[0.0984 in.]
Valve margin
1.5 mm
[0.059 in.]
1.35 to 1.65 mm
[0.0531 to 0.0650 in.]
0.50 mm
[0.0197 in.]
Valve lapper
Shinmeitan
Good
Bad
Contact
(must be at face center)
Valve head
sinkage
Valve head
margin
Set the valve face
angle at the specified
angle.
Valve refacer
 Loading...
Loading...