2205B0JE-DA-J-N_2014.05.
5 Maintenance and Inspection
Screw Compressor J-series 5.4 Disassembly and Assembly of the Compressor
5-75
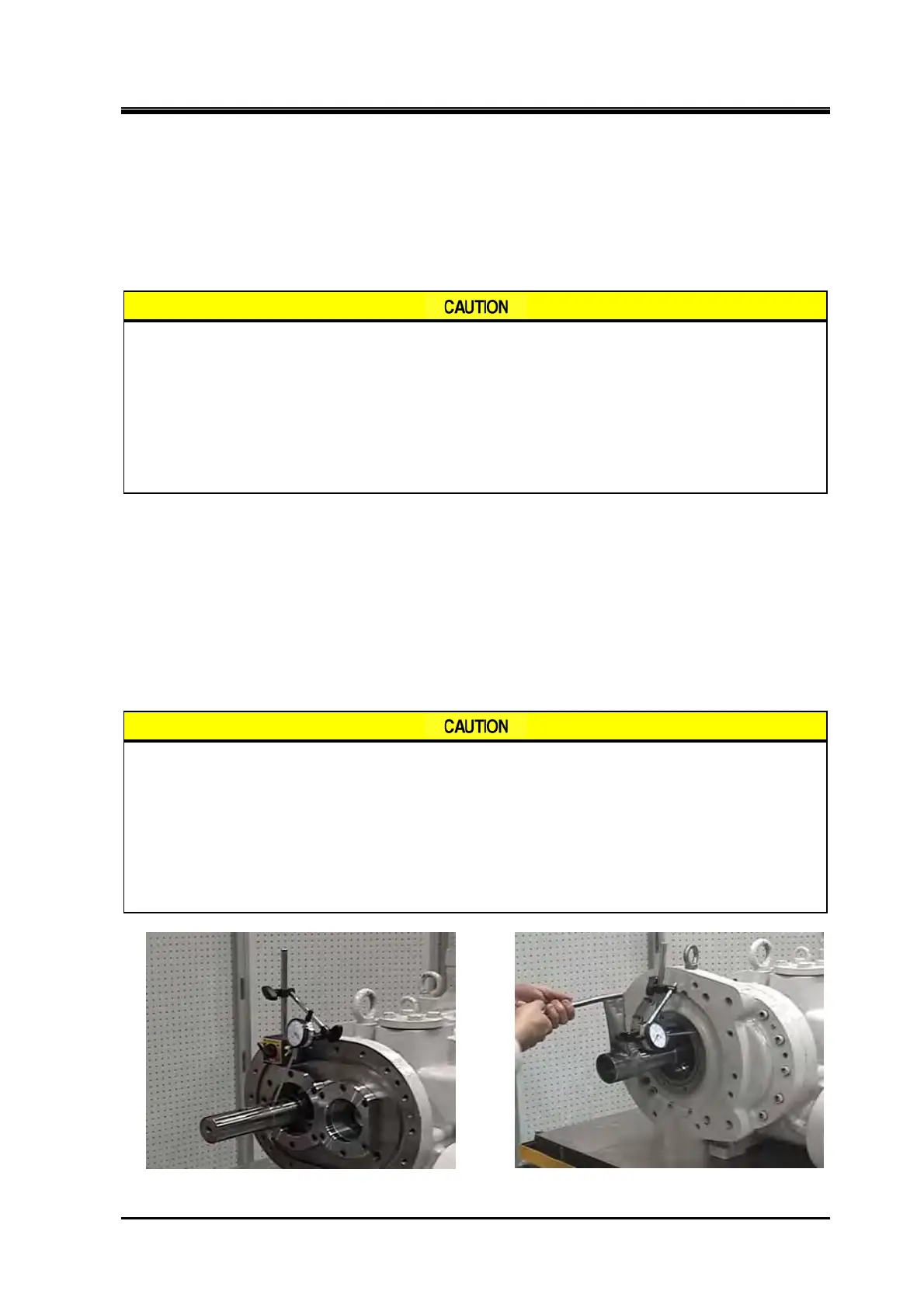
5.4.25 Inspection for Runout Male Rotor Shaft
1. Mount a dial gauge on the bearing head flange face and attach the point to the seal portion of the
male rotor.
2. Check the runout of the seal portion of male rotor shaft by rotating it.
Specification: 0.03/turn or less
If the measured runout is larger than specified, some foreign matters may be
jammed between the parts, the locknut tightening torque may be excessive, or
the accuracy of parallelism deviation for the thrust adjustment spacer is not
satisfactory.
Disassemble the parts and inspect the thrust adjustment spacer, thrust spacer,
thrust bearing, and locknut to eliminate any possible causes. Do not tighten the
locknut fully in one cycle. Tighten it evenly several times while changing the
combination of engagement between tightening tool claw and locknut groove.
5.4.26 Inspection for Runout of Seal Cover Mount Face (Bearing
Cover)
1. Mount a dial gauge to the shaft of the male rotor and attach the point on the flange face of bearing
cover.
2. Check the runout of the seal cover mount face for the bearing cover by rotating the male rotor
shaft.
Specification: 0.05/turn or less
If the measured runout is larger than specified, some foreign matters may be
jammed between the parts, or the locknut tightening torque may be excessive, or
the accuracy of parallelism deviation for the thrust adjustment spacer is not
satisfactory.
Disassemble the parts and inspect the thrust adjustment spacer, thrust spacer,
thrust bearing, and locknut to eliminate any possible causes. Do not tighten the
locknut fully in one cycle. Tighten it evenly several times while changing the
combination of engagement between tightening tool claw and locknut groove.
Check the runout of the male rotor shaft Check the runout of the seal cover mount face
 Loading...
Loading...


