Grove Published 11-22-2016, Control # 345-12 1-15
RT9130E-2 SERVICE MANUAL INTRODUCTION
Hydraulic Fittings
Flats from Finger Tight (F.F.F.T.) Method
Manitowoc recommends that the F.F.F.T. tightening method
described here be used when assembling all hydraulic
fittings. This method will minimize the risk of fitting damage
or failure due to under or overtightening.
This method will also reduce the chance of a leaky
connection which is normally caused by combinations of
fittings with different types of plating. This method is
particularly useful when the type of plating on the fitting is
unknown, and during maintenance or repair when a joint
may be oily.
Follow these steps when tightening all fitting connections:
1. Make sure both threads and sealing surfaces are free of
burrs, nicks, scratches or any foreign particles.
2. Align tube or hose to the mating fitting and check to see
that the flare seats properly on the nose of the fitting.
3. Finger tighten the nut onto the fitting. If necessary, a
wrench should be used to seat the nut snugly against
the fitting. This is considered the “Finger Tight”
condition.
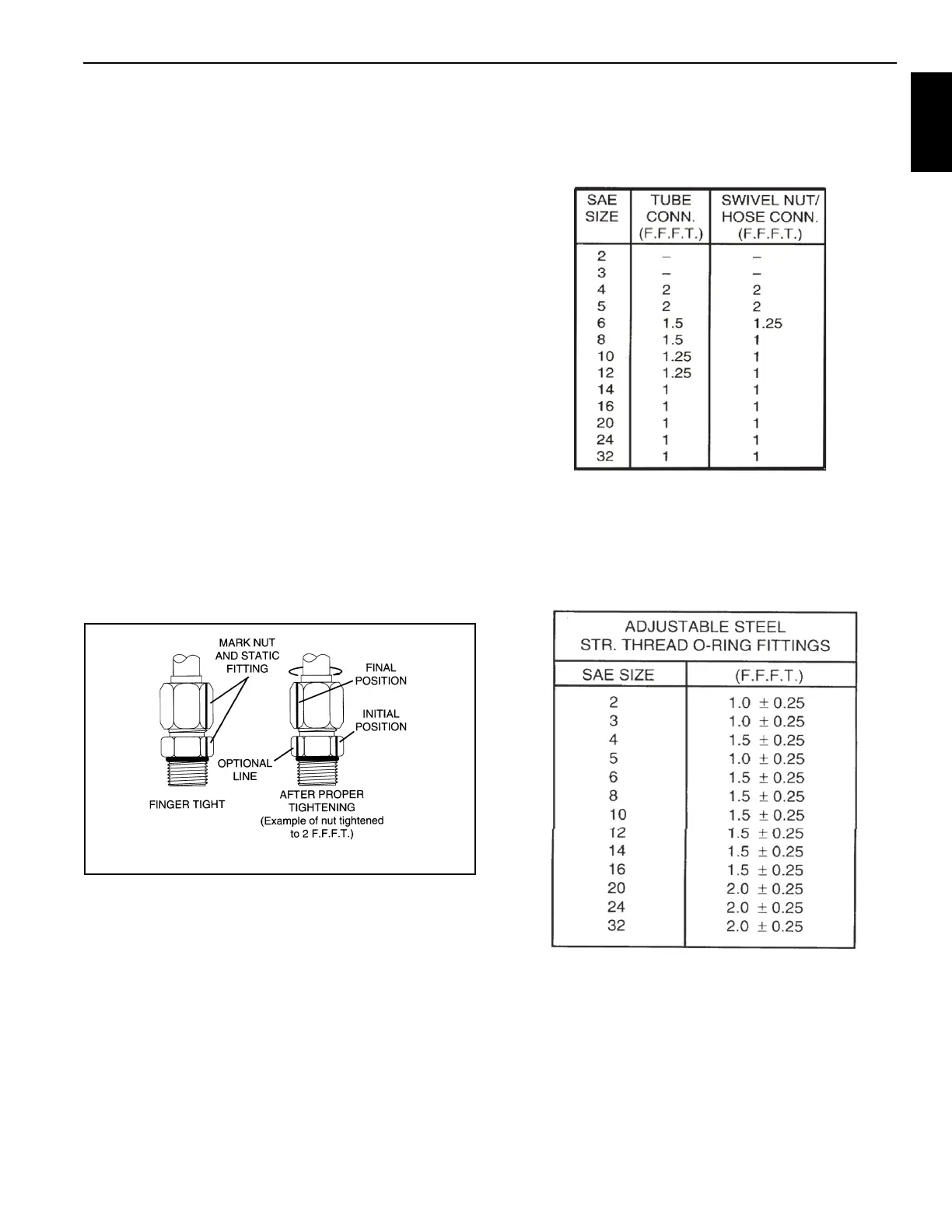
4. Using a permanent-type ink marker, make a mark on
one of the flats of the nut and continue it onto the hex of
the static fitting or port
5. Tighten the joint by the number of flats as specified in
Table 1-3 and 1-4 for size and type of fitting.
6. Optionally for future tightening of the same connection:
extend the line from the nut at its new location onto the
hex of the static fitting or port ((Figure 1-4)).
37° Flared Steel Fitting: Tube or Hose to Fitting
Follow the F.F.F.T. method, described above.
Table 1-3: Tube and Swivel Nut/Hose Fittings
Adjustable Straight Thread O-Ring Fittings
Refer to (Figure 1-5) and (Table 1-4) for the following
procedure.
Table 1-4: Adjustable Straight Thread O-Ring Fittings

 Loading...
Loading...









