ENGINE
3 - 62
ENGINES C361M / C364M
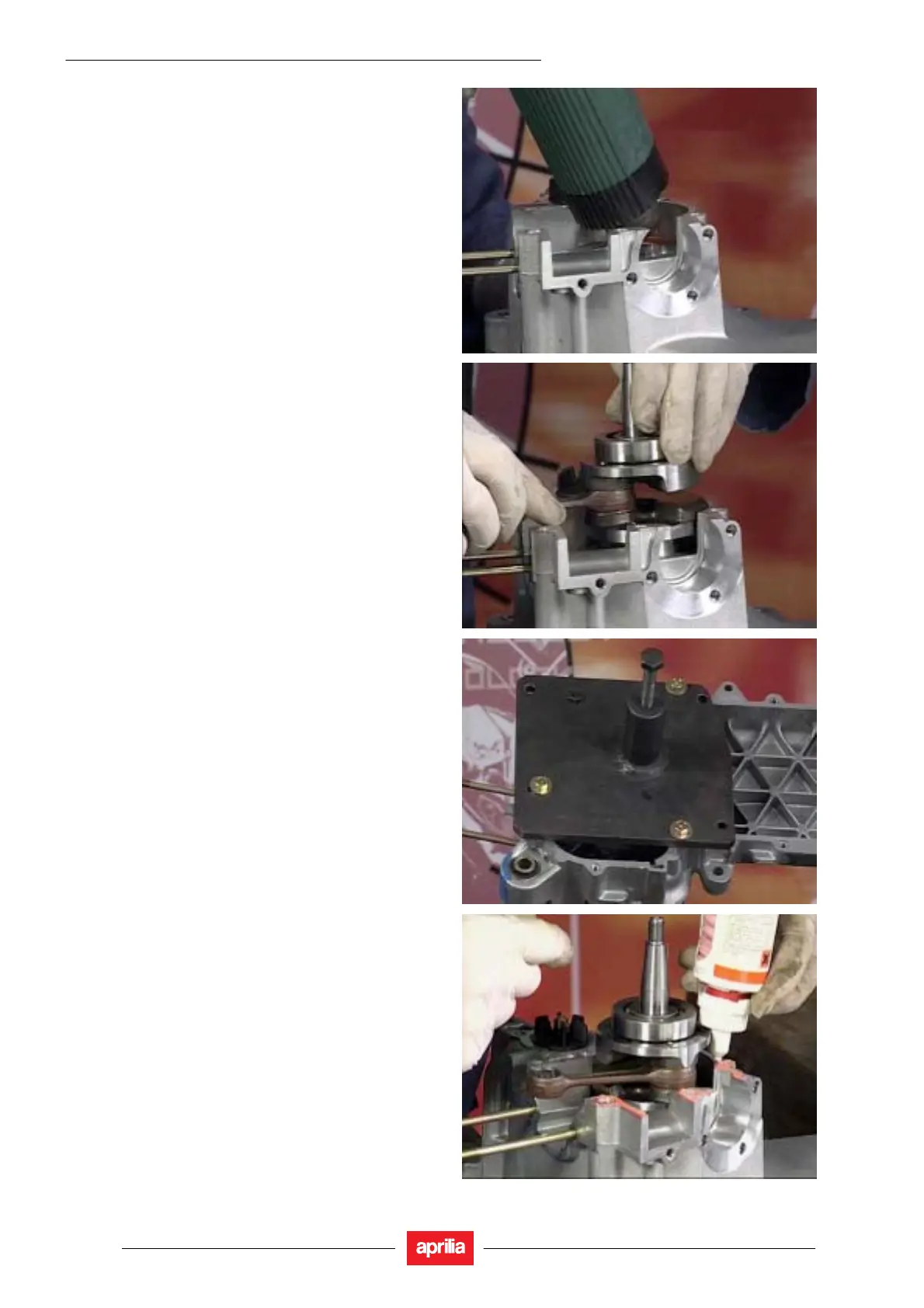
3.11.9. RECOMPOSITION OF THE CRANKCASE AND
DRIVE SHAFT
• Position the half-case on two suitable supports. Use a
heat gun to heat the seat of the bearing to about
120°C.
• Insert the drive shaft until the bearing reaches its end
of travel stops. Make sure the con rod is aligned with
the axis of the cylinder.
• Reinstall the specific crankcase separation plate. Do
not install the drive shaft guard.
• Slacken the central thrust bolt during the reassembly
operations. Bring the attachment bolts ot the end of
their travel and then slacken them to the same angle.
• When the temperature is steady, preload the thrust bolt
of the tool just enough to cancel the play of the balls of
the bearing.
• Degrease the surface with an appropriate solvent and
apply a thin layer of Loctite.
 Loading...
Loading...