79 / 195
Service Manual Mitsubishi SL-Series diesel engines
Version 08/2004
CYLINDER BLOCK, CRANKSHAFT,
PISTONS AND OIL PAN
ENGLISH
INSPECTION
19.4 Cylinder block
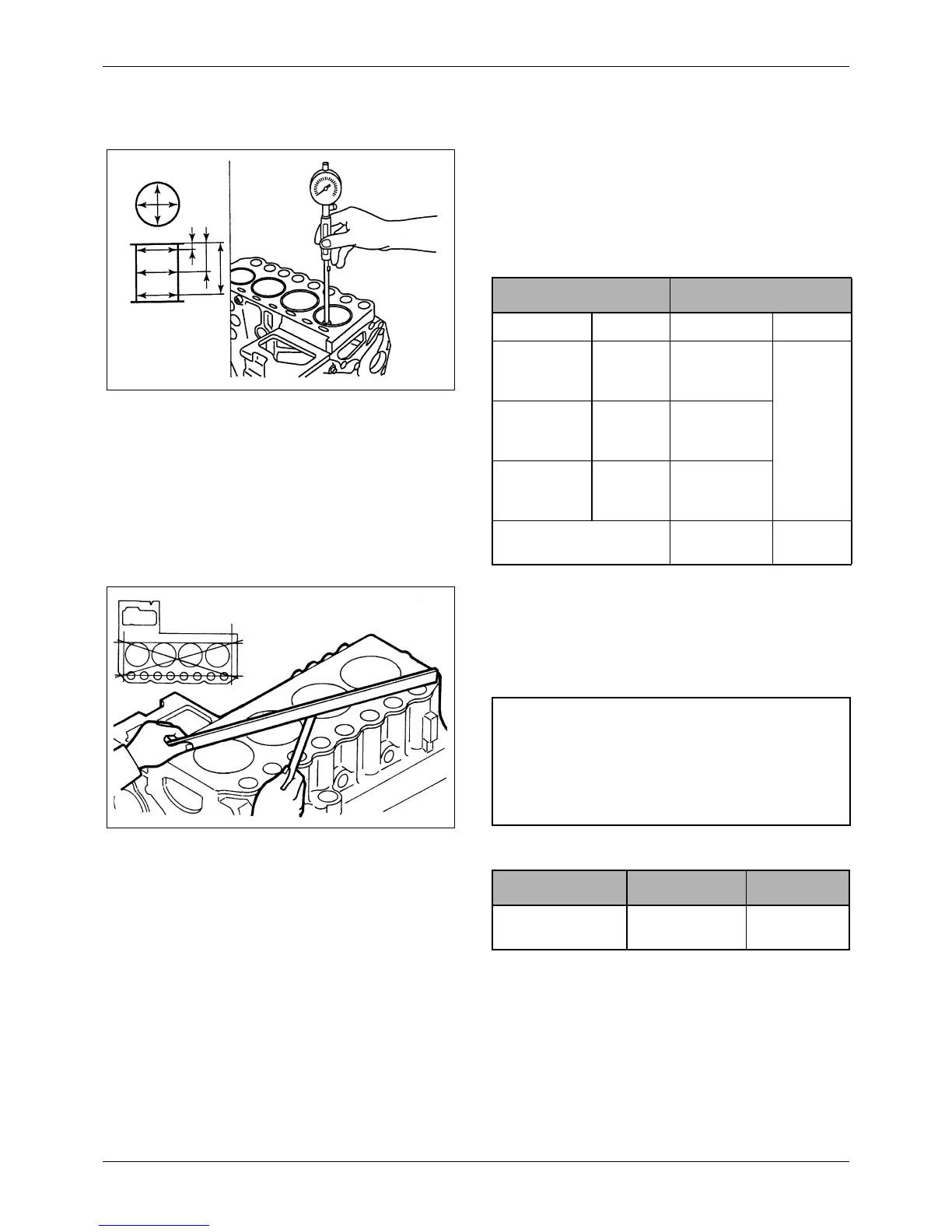
1. Bore
Measure the bore at the top, middle and bottom
points on axes A and B with a cylinder bore gauge
as shown in the illustration. If any one of the cylin-
ders exceeds the limit, hone out all the bores for
oversize pistons.
Unit: mm (in.)
2. Warpage of top face
Using a heavy accurate straight edge and a feeler
gauge, check the top face for warpage in two posi-
tions lengthwise, two crosswise and two widthwise
as shown in the illustration. If warpage exceeds
the limit, reface the top face with a surface grinder.
.Unit: mm (in.)
Figure 110 Measuring bore in cylinder block
Pioston and piston ring Bore
Size Size code Standard Limit
Standard STD 78
(3.07 )
Standard:
+0.2
(+0.008)
0.25 (0.009 8)
oversize
25 78.25
(3.0807 )
0.50 (0.019 7)
oversize
50 78.50
(3.0905 )
Taper and out-of-round 0.01 (0.000 4)
maximum
—
+0.03
0
+0.0012
0
+0.03
0
+0.0012
0
+0.03
0
+0.0012
0
Figure 111 Checking cylinder block top face for
warpage
CAUTION
The maximum permissible amount of stock to be
removed from the cylinder head and block by grinding
is 0.2 mm (0.008 in.) in total.
Item Standard Limit
Warpage of cylinder
block top face
0.05 (0.002 0)
maximum
0.10
(0.003 9)

 Loading...
Loading...