3. Operation
3.4.2 About parameters
To actually perform measurement, it is necessary to set up the count direction (count-up or
count-down direction), resolution, etc. Also, if setting compensation constants for measuring errors
generated according to mechanical operation and various conditions, you can make a
measurement more easily and correctly. These conditions and constants are referred to as
parameters. This subsection describes the function and setting procedure of each parameter.
(1) Function
Some parameters are effective for all axes and other parameters are necessary to be set for each
axis. All axes
is described for the parameters that are effective for all axes and Individual axis
is described for the parameters to be set for each axis, respectively, in the Setting column of the
following table.
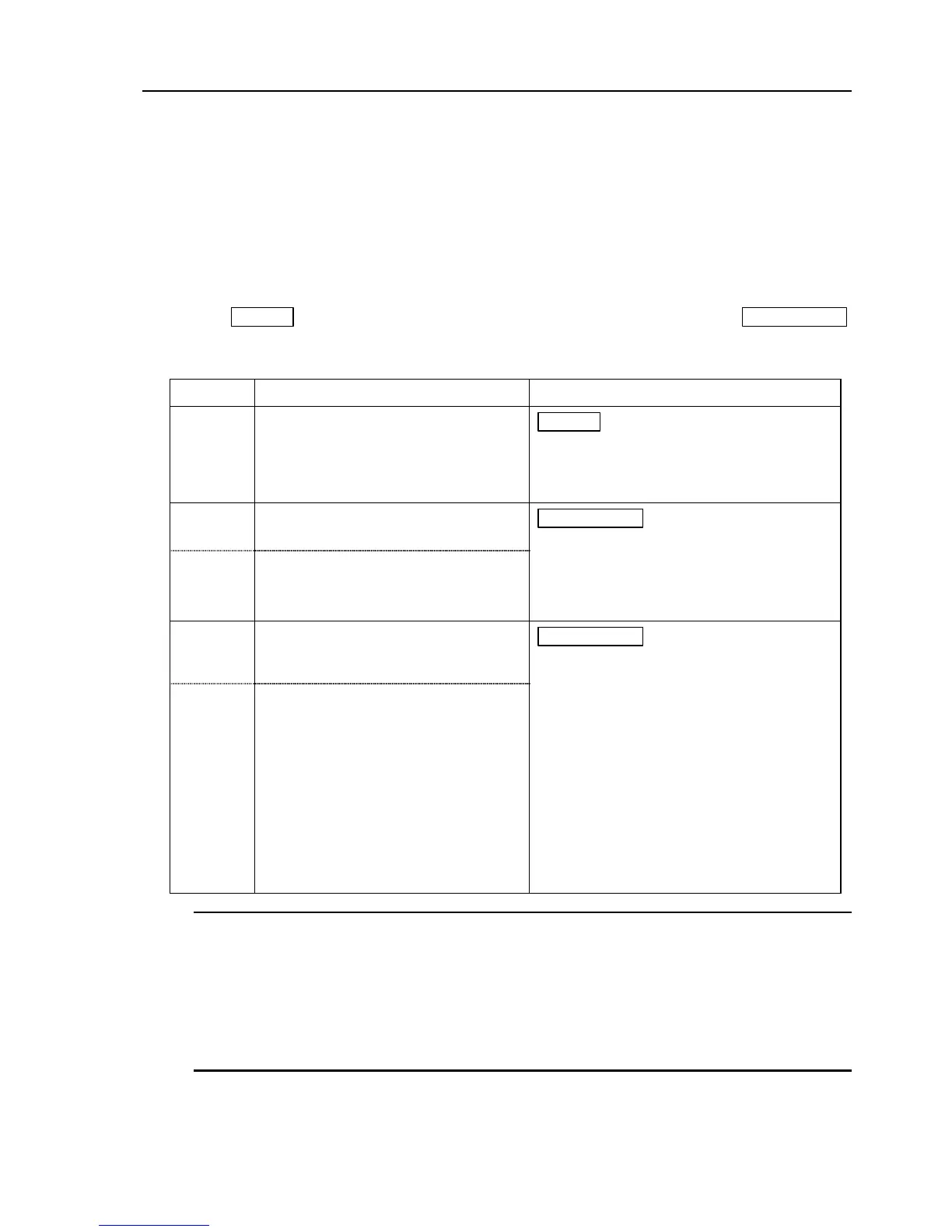
No. Parameter function Setting
F1
Display unit [mm/E (inch)] setup
All axes
Each time the Q-axis zero-set button on the
counter is pressed, the count unit display
LED [mm] or [E] is selected (lit) alternately.
F2.1
Count direction of X-axis(count-up or
count-down direction) setup
F2.2
Count direction of Y-axis(count-up or
count-down direction) setup
Individual axis
Each time the Q-axis zero-set button on the
counter is pressed, the display of [UP] or
[dn] is selected (displayed) alternately and
the count direction is switched.
F4.1
Linear error correction value setup for
X-axis
F4.2
Linear error correction value setup for
Y-axis
Individual axis
0 :No correction
20 :Correction value of 20mm/m
40 :Correction value of 40mm/m
80 :Correction value of 80mm/m
160 :Correction value of 160mm/m
320 :Correction value of 320mm/m
-20 :Correction value of -20mm/m
-40 :Correction value of -40mm/m
-80 :Correction value of -80mm/m
-160 :Correction value of -160mm/m
-320 :Correction value of -320mm/m
For the projectors of the type using Digimatic Head, pay attention to next points.
1.
Be sure to use after the setup of No. F1 parameter ( setup of the display unit ) and Digimatic
Head are agreed.
NOTE
2.
It is not possible to reverse the counting direction by the counter, because No. F2.1 and F2.2
parameter ( setup of the count direction ) are invalid.
3.
Use as correction quantity set value "0", because No. F4.1 and F4.2 parameters ( linear error
correction ) are invalid.
No.99MBA043A 3 - 9
 Loading...
Loading...