Figure 33
Figure 34
α
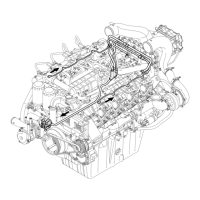
Finding journal clearance
Check the clearance between the crankshaft main journals and
their respective bearings as follows:
- thoroughly clean the pins;
- apply a calibrated wire (2) on the main journals (1);
- fit the caps (1) of the main bearing housings with the half
bearings so that the stamped numbers face the same side
as the corresponding ones on the cylinder assembly;
- Lubricate under the bottom side of the heads of screws
(2 an d 3) that fix the bench caps with engine oil and
tighten to the fixing torque prescribed;
When tightening to an angle, use tool 99395216.
Figure 35
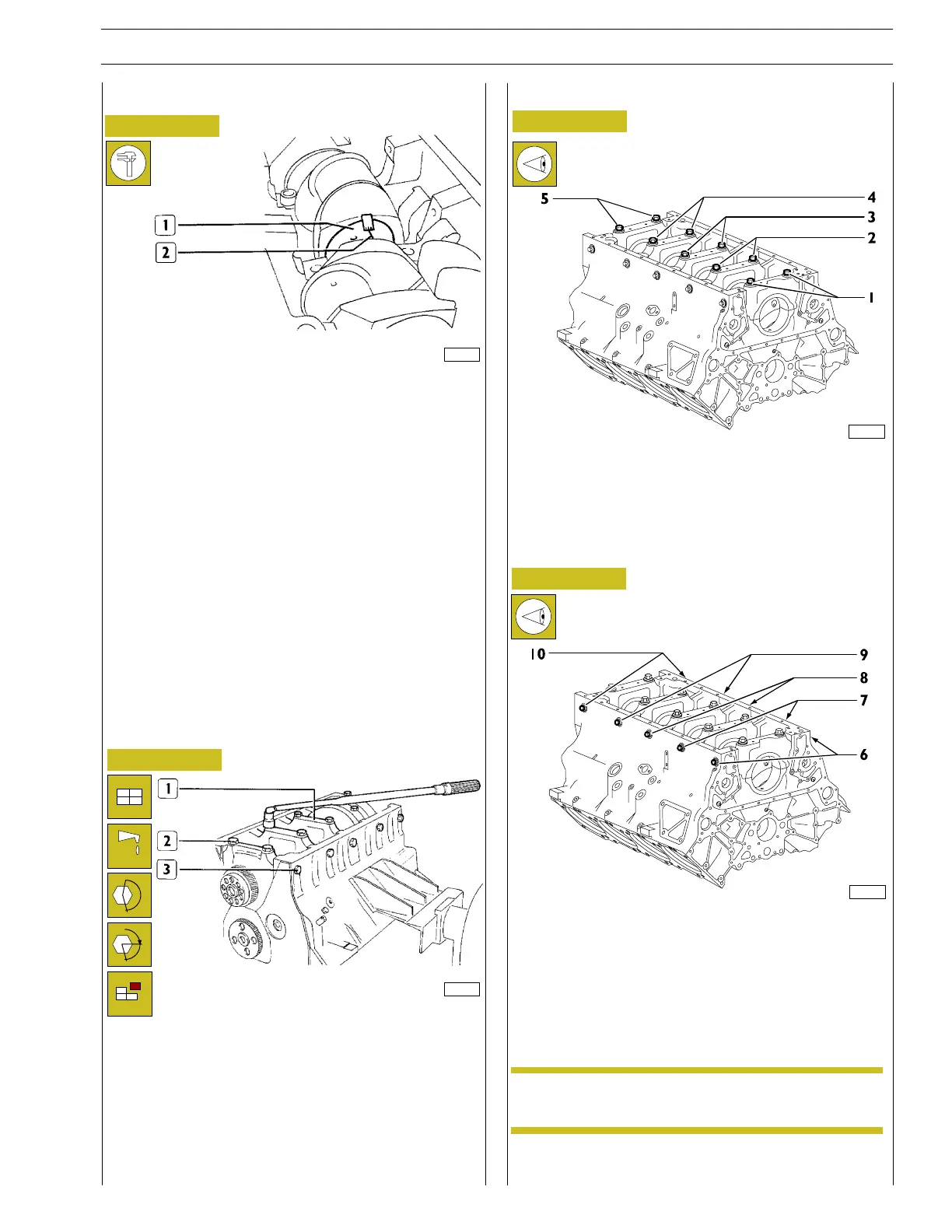
Tightening sequence
Figure 36
M20x1.5 bolts
Type of tightening: pre-torque + angle
Pre-torque 160Nm
Angle 240˚
Guard-torque 600 ÷ 1000 Nm
M16x1.5 bolts
Type of tightening: pre-torque + angle
Pre-torque ~70Nm
Angle 120˚
Guard-torque 240 ÷ 460 Nm
16813
89797
89796
16886
NOTE
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS 21
VECTOR 8 ENGINES
Print P2D32V001E Base - April 2006
 Loading...
Loading...