Start-Up
4.3 Starting up the PLC
4-77
SINUMERIK 802S
6FC5 597–2AA00–0BP2 (01.02)
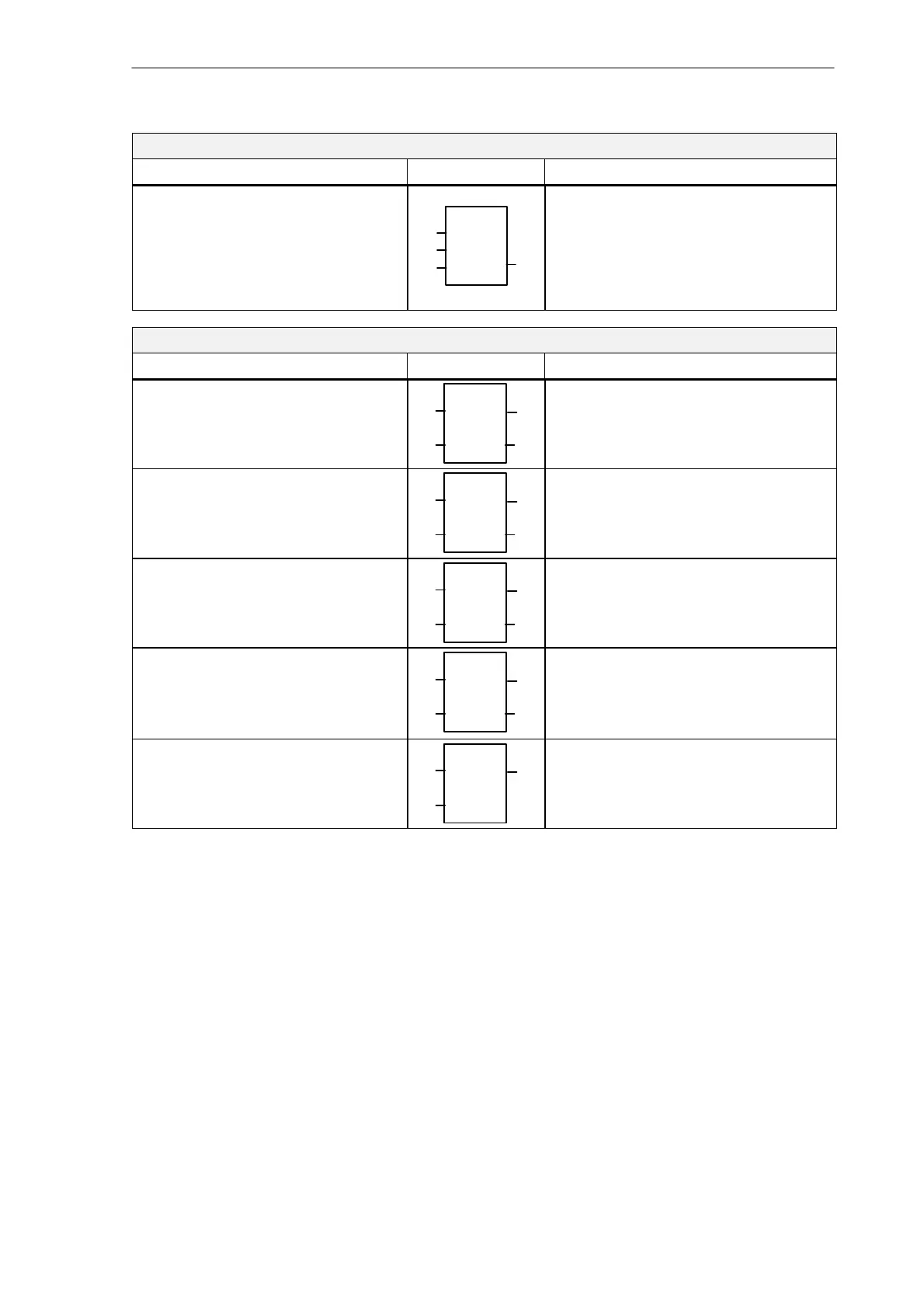
PROGRAM CONTROL FUNCTIONS
Instruction Ladder Symbol Valid Operands
Subroutine If EN ½, go to sub-
routine n.
SBR
x1
x2
x3
EN
n
(x... optional paramete
Label: Constant : 0–63
MOVE, FILL AND FIND OPERATIONS
Instruction Ladder Symbol Valid Operands
Move Byte If EN = 1,
copy i to o.
MOV_B
IN
OUT
EN
ENO
Enable: EN
In: VB, IB, QB, MB, AC, Constant, LB
Out: VB, IB, QB, MB, AC, LB
Move Word If EN = 1,
copy i to o.
MOV_W
IN
OUT
EN
ENO
Enable: EN
In: VW, T, C, IW, QW, MW, AC,
Constant, LW
Out: VW, T, C, IW, QW, MW, AC, LW
Move DWord If EN = 1,
copy i to o.
MOV_DW
IN
OUT
EN
ENO
Enable: EN
In: VD, ID, QD, MD, AC, Constant, LD
Out: VD, ID, QD, MD, AC, LD
Move Real If EN = 1,
copy i to o.
MOV_R
IN
OUT
EN
ENO
Enable: EN
In: VD, ID, QD, MD, AC, Constant, LD
Out: VD, ID, QD, MD, AC, LD
Swap Bytes If EN = 1,
exchange MSB and
LSB of w.
SWAP
IN
EN
ENO
Enable: EN
In: VW, IW, QW, MW, T, C, AC, LW
4.3.7 Programm organization
Each programmer should divide the user program into several closed program sections (sub-
routines). The S7–200 programming language allows the user to create structured user pro-
grams. There are two program types – main programs and subroutines. Eight program levels
are possible.
A PLC cycle can be a multiple of the control–internal interpolation cycle (IPO cycle). The ma-
chine manufacturer must set the PLC cycle according to his/her own requirements (see ma-
chine data “PLC_IPO_TIME_RATIO”). The ratio IPO/ PLC of 1:1 is the fastest possible cyclic
processing.

 Loading...
Loading...









