Start-Up
4.3 Starting up the PLC
4-66
SINUMERIK 802S
6FC5 597–2AA00–0BP2 (01.02)
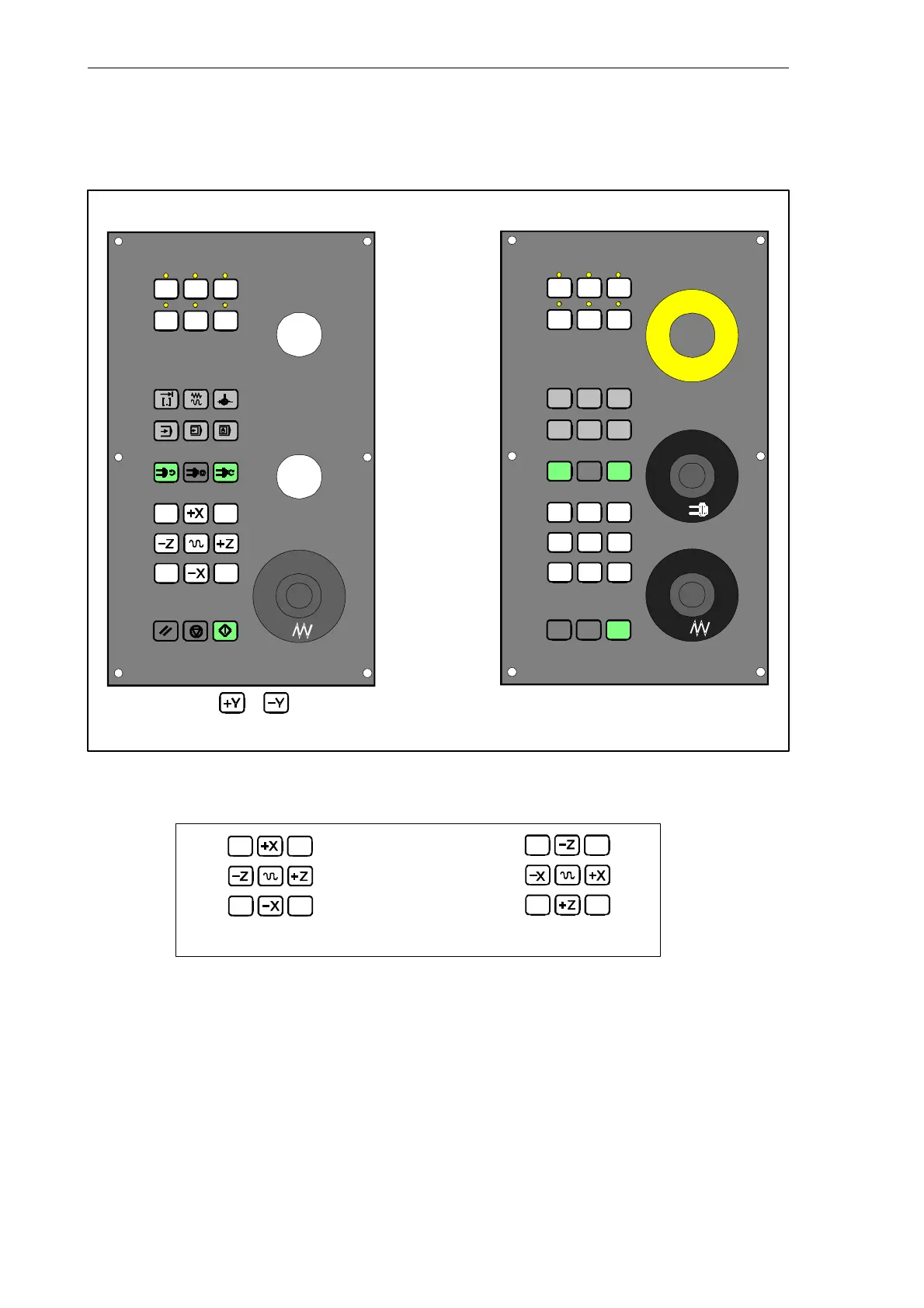
The keys 16–24 should be used as axis keys (see sample program SAMPLE). The program-
mer can assign the axis keys depending on his particular machine type.
%
Layout when delivered (from product release 2)
Key number for configurable key assignment
%
#1
#2
#3
#4 #5 #6
#7 #8
#9
#10 #11 #12
#13 #14 #15
#16 #17 #18
#19 #20 #21
#22 #23
#24
#25 #26 #27
%
Included separately:
Available as accessories: Spindle override switch
and Emergency Stop button
#1 ... 27 –> keys 1 ... 27 (see user interface)
Fig. 4-3 Layout of the machine control panel
–Y
+Y
horizonal turning machine vertical milling machine
Fig. 4-4 Examples for the assignment of the axis keyboard
4.3.5 PLC programming
The PLC user program is created using the PLC 802 Programming Tool.

 Loading...
Loading...









