JOHNSON CONTROLS
50
FORM 201.30-ICOM1 (519)
ISSUE DATE: 05/22/2019
SECTION 3 - HANDLING, STORAGE, INSTALLATION AND REASSEMBLY
Assembly of O-ring Face Seal Fittings
The male end and female nut of face seal fittings have
UN/UNF straight threads. An elastomeric O-ring is fit-
ted into the grooved male end. During assembly, the O-
ring is firmly sandwiched between the sealing surfaces.
Sealing is thus affected and maintained by the O-ring
compression which results from the clamping force
generated by tightening the nut. The straight threads do
NOT offer sealing action; they provide the resistance
(holding power) for service pressure.
O-ring Face Seal Assembly
1. Inspect to ensure that both matching parts are free
of burrs, nicks, scratches or any foreign particles.
2. Install O-ring in grooved face seal end of tting,
if it is NOT pre-installed, use care NOT to nick
the O-ring.
3. Lubricate O-ring with a light coat of synthetic
Polyolester (POE) oil or POE grease.
4. Thread the nut by hand, and tighten nut to the ap-
propriate torque value shown in Table 14 on page
50 or Table 15 on page 51.
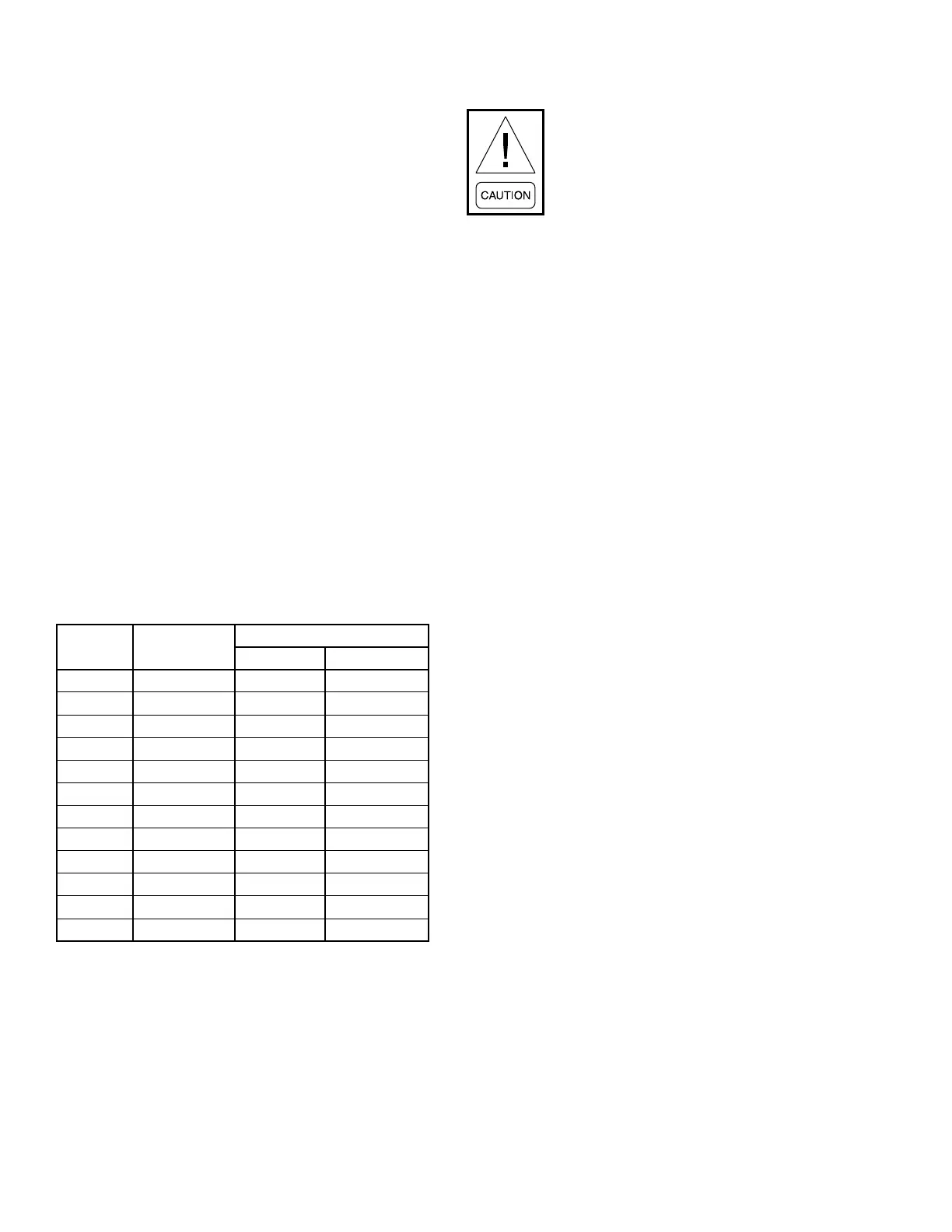
TABLE 14 - ASSEMBLY TORQUE METRIC FOR
METRIC TUBE FITTINGS
FITTING
SIZE
PORT
THREAD SIZE
TORQUE
FT-LB N-M
M10 M10 x 1 17 23
M12 M12 x1.5 24 33
M14 M14 x 1.5 34 46
M16 M16 x 1.5 46 63
M18 M18 x 1.5 61 83
M22 M22 x 1.5 94 127
M27 M27 x 2 139 189
M30 M30 x 2 167 226
M33 M33 x 2 194 263
M42 M42 x 2 265 359
M48 M48 x 2 302 410
M60 M60 x 2 359 487
BRAZED JOINTS
For personnel safety: No brazing or heat
working shall be done unless the refriger-
ant is removed and inert gas is installed
into the system.
Assembling Brazed Joints
Tubing ends shall be cut square to permit full inser-
tion into the female part of the joint, shall have circular
cross-section and shall be free of flat spots, dents, or
wrinkles. Fitting cups shall be circular cross-section
and free of flat spots. Joint insertion depth shall con-
form to dimensions shown in Table 16 on page 51
except for butt joints using filler metal suitable for a
butt joint.

 Loading...
Loading...