Figure 83
Figure 84
Figure 85
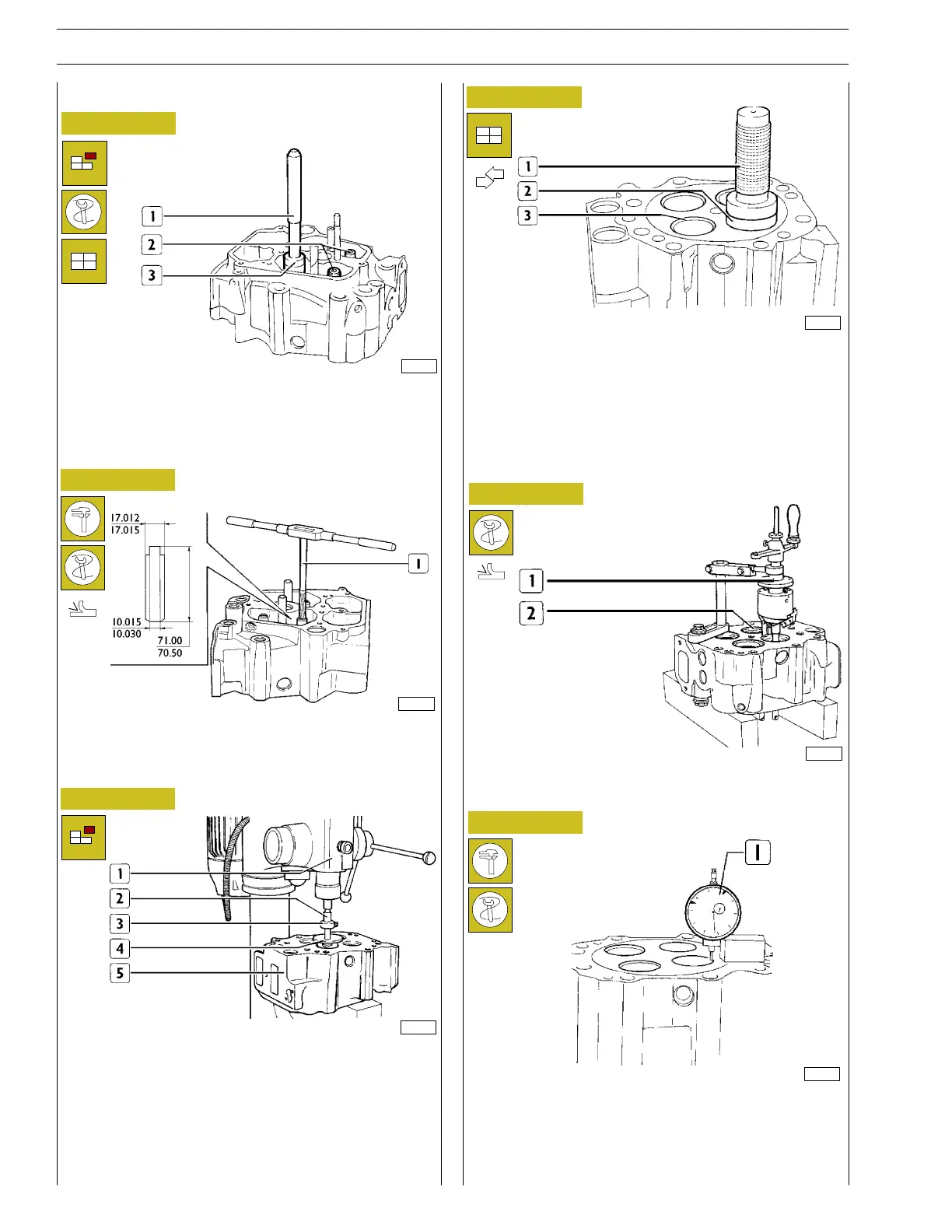
- Using the reamer (1), ream the valve guide bore to obtain
the indicated value.
Replacing and regrinding the valve seats
- Dismantle the valve guides (2) with beater 99360143 (1);
mount the new valve guides using a beater 99360143 (1)
fitted with part 99360291 (3).
Replacing the valve guides
Reaming the valve guides
Figure 86
Figure 87
Figure 88
Replace the valve seats as follows:
- place the cylinder head (5) on the pillar drill (1);
- fit tool (4) on the pillar drill;
- adjust the stop device (3) on the milling cutter (2);
- operate the milling cutter and remove the valve seat;
- thoroughly clean the cylinder head.
- cool the new valve seats to — 180°C in liquid nitrogen;
- drive the valve seats (3) into the cylinder head with a drift
(1) and suitable part (2).
Assembly interference:
- inlet: 0.015 to 0.035 mm
- exhaust: 0.015 to 0.035 mm
- Regrind the valve seats (2) with tool 99305019 (1).
After regrinding the valve seats, use a dial gauge (1) on tool
99370415 to check that:
- the valve recessing is from 0.50 to 0.80 mm.
16830
16833
16834
82263
16835
16832
36
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
VECTOR 8 ENGINES
Base - April 2006 Print P2D32V001E
 Loading...
Loading...