70
Cylinder block
If the cylinder bores are damaged or worn more
than 0.15 mm, measured in the diameter, the bore
can be bored out and honed to 0.50 mm, diametri-
cally oversize, and oversized pistons can be in-
stalled. For best results the cylinder bore should be
honed with a total angle of 30° to 35° with a silicon
carbide honing element which gives clean scoring.
Coarse hone with a surface evenness of 1.5-2.0
mm (micrometer) and then fine hone to an mean
evenness of 0.7-1.4 mm.
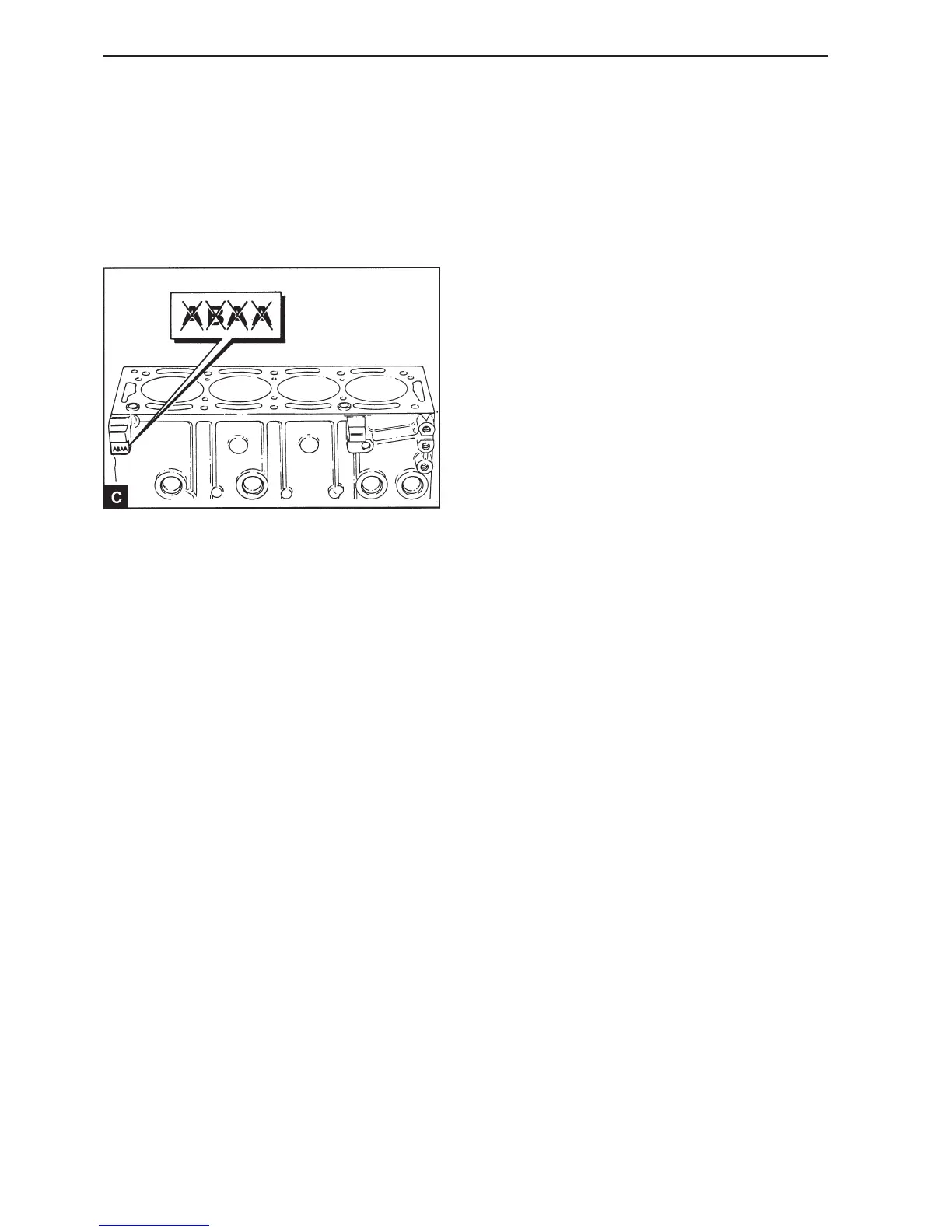
After the cylinder has been bored out to oversize,
an “X” should be stamped over the bore classes on
the cast lug on the rear of the right hand size of the
cylinder block (C).
If the cylinder bore surface is glazed the engine
may have high oil consumption with very low cylin-
der bore wear.
2
A new Flex-Hone must be used on an old cylinder
bore first in order to remove any loose material and
sharp edges.
3
Lubricate the cylinder head and Flex-Hone lightly
with fresh engine oil.
4
Install the tool in position at the top of the cylinder
bore, but do not push the tool down into the cylinder
bore until it has begun to operate.
5
Allow the tool to operate and move it up and down in
the cylinder bore once a second for 30-50 seconds.
Pull the tool up while it is rotating.
6
Clean the cylinder bore carefully to remove all dirt
from the machining, use a hard brush and kerosene.
7
Dry the cylinder bore and carefully remove all the
covers used to protect the components. Carefully
clean all the engine components exposed to ma-
chining particles.
8
Ensure that new piston rings are installed when the
engine is reassembled.
NOTE! After honing, we recommend that the follow-
ing instructions are followed for the first 5 hours of
operational use:
• Do not run the engine at maximum load.
• Do not run the engine at high engine speeds
(RPM).
• Do not run the engine at low idling speed for
long periods of time.
Cylinder bore, honing (16A-03)
A tool, called Flex-Hone is accessible for adjusting
the cylinder bore surface. This tool can be used to-
gether with an electric drill at low speeds. The pis-
tons and connecting rods must be removed. Use
covers to protect all the engine components from
swarf that occurs during the machining.
1
An 80SC Flex-Hone with the grade 3 1/2 can be
used.

 Loading...
Loading...
