8. AUXILIARY AND APPLIED FUNCTIONS
8 − 4
8.2 M-Code Output Function
An M-code is a code number between 0 and 255 which can be set for each
positioning control. During positioning control execution, these M-codes are read by
the sequence program to check the current servo program and to command
auxiliary operations, such as clamping, drill rotation, and tool changing.
(1) Setting M-codes
The M-code can be set when a servo program is written or modified using a
peripheral device. One M-code can be set for each servo program.
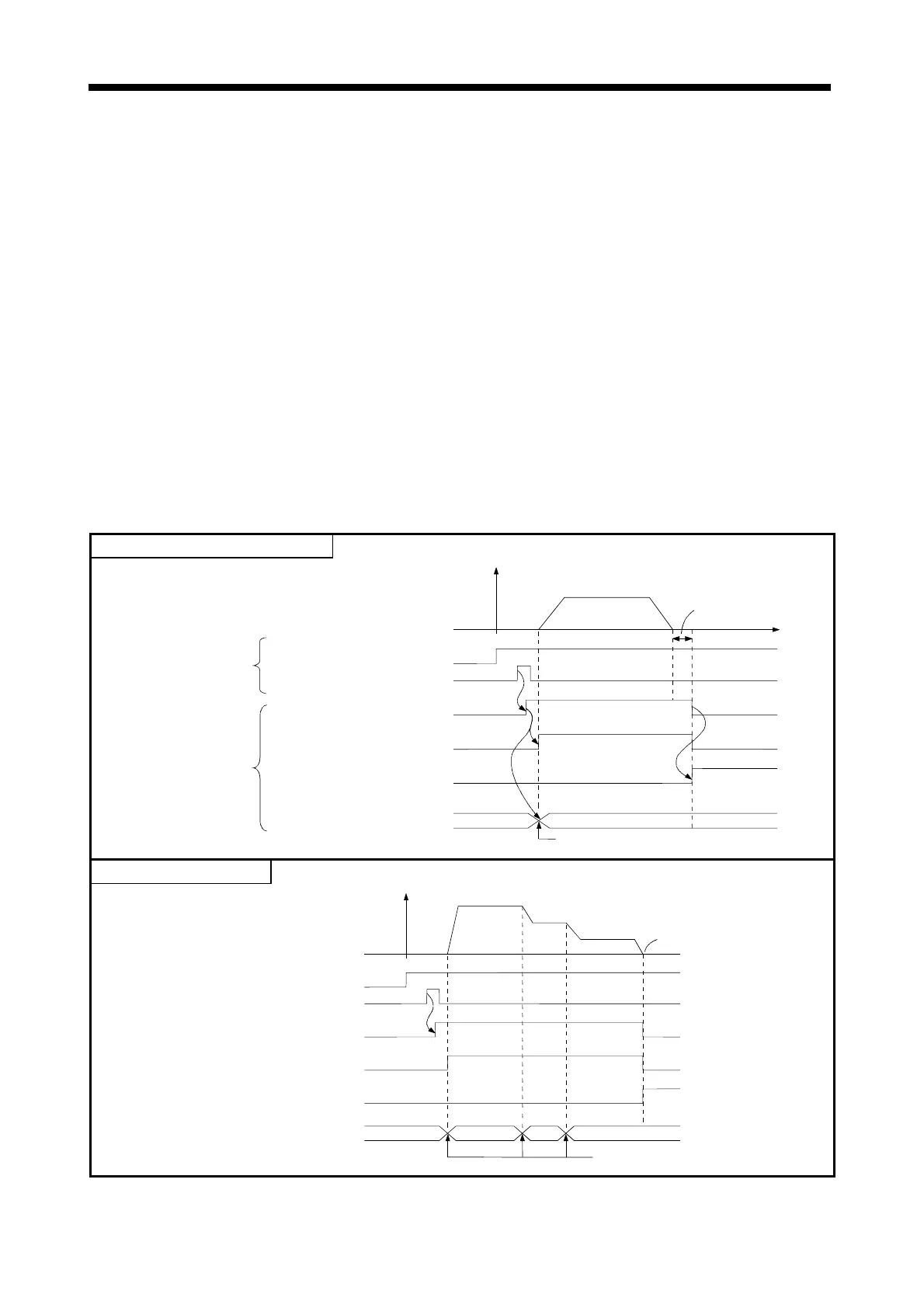
(2) M-code storage and read timing
(a) M-codes are stored in the M-code register for the designated axis on
positioning start completion and at designated points (speed switching
control, constant-speed control).
During interpolation control, the M-code is stored for all axes under
interpolation control.
(b) To read an M-code on positioning start completion, use the positioning start
completion signal (M2400 + 20n) as the read command.
(c) To read an M-code on positioning completion, use the positioning
completion signal (M2400 + 20n) as the read command.
Position control or speed control
Dwell time
ON
V
t
ON
ON
ON
OFF
OFF
OFF
OFF
Set M-code number is stored
PLC ready flag (M2000)
SVST instruction
Start accept flag(M2001+n)
Positioning start completion
signal (M2400+20n)
Positioning completion
signal (M2401+20n)
M-code
SCPU controlled by
sequence program
PCPU controlled by
servo program
Speed switching control
PLC ready flag (M2000)
SVST instruction
OFF
OFF
OFF
OFF
Start accept flag(M2001+n)
Positioning start completion
signal(M2400+20n)
Positioning completion signal
(M2401+20n)
M-code
P1(Speed switching point)
P2(Speed switching point)
P3(Stop)
ON
ON
ON
ON
Set M-code number is stored

 Loading...
Loading...





