Chapter 8 Adjustment
8–14
8-3-3 Improving the cutting surface precision
If the cutting surface precision or roundness is
poor, improvements can be made by increasing
the speed loop gain (VGN1, VIA) or by using the
disturbance observer function.
<Examples of faults>
• The surface precision in the 45° direction of a
taper or arc is poor.
• The load fluctuation during cutting is large,
causing vibration or surface precision defects
to occur.
POINT
Adjust by raising the speed loop gain equivalently to improve cutting surface
precision, even if the measures differ. In this case, it is important how much
the machine resonance can be controlled, so adjust making sufficient use of
vibration suppression functions.
(1) Adjusting the speed loop gain (VGN1)
If the speed loop gain is increased, the cutting surface precision will be improved but the
machine will resonate easily.
The final VGN1 setting should be approx. 70 to 80% of the maximum value where resonance
does not occur. (Refer to "8-2-2 (1) Setting the speed loop gain")
(2) Adjusting the speed loop leading compensation (VIA)
The VIA has a large influence on the position trackability, particularly during high-speed cutting
(generally F1000 or more). Raising the setting value improves the position trackability, and the
contour precision during cutting can be improved. For high-speed high-precision cutting
machines, adjust so that a value equal to or higher than the standard value can be set.
When VIA is set lower than the standard value and set to a value differing between interpolation
axes, the roundness may worsen (the circle may distort). This is due to differences occurring in
the position trackability between interpolation axes. The distortion can be improved by matching
the VIA with the smaller of the values. Note that because the position trackability is not improved,
the surface precision will not be improved. (Refer to "8-2-2 (2) Setting the speed loop leading
compensation")
No. Abbrev. Parameter name Explanation Setting range
SV005
VGN1 Speed loop gain Increase the value by 20 to 30% at a time.
If the machine starts resonating, lower the value by 20 to 30% at a time.
The setting value should be 70 to 80% of the value where resonance does
not occur.
1 to 999
SV008
VIA Speed loop leading
compensation
1364 is set as a standard. 1900 is set as a standard during SHG control.
Adjust in increments of approx. 100.
Raise the VIA and adjust to improve the contour tracking precision in
high-speed cutting. If the position droop vibrates (10 to 20Hz), lower the
VIA and adjust.
1 to 9999
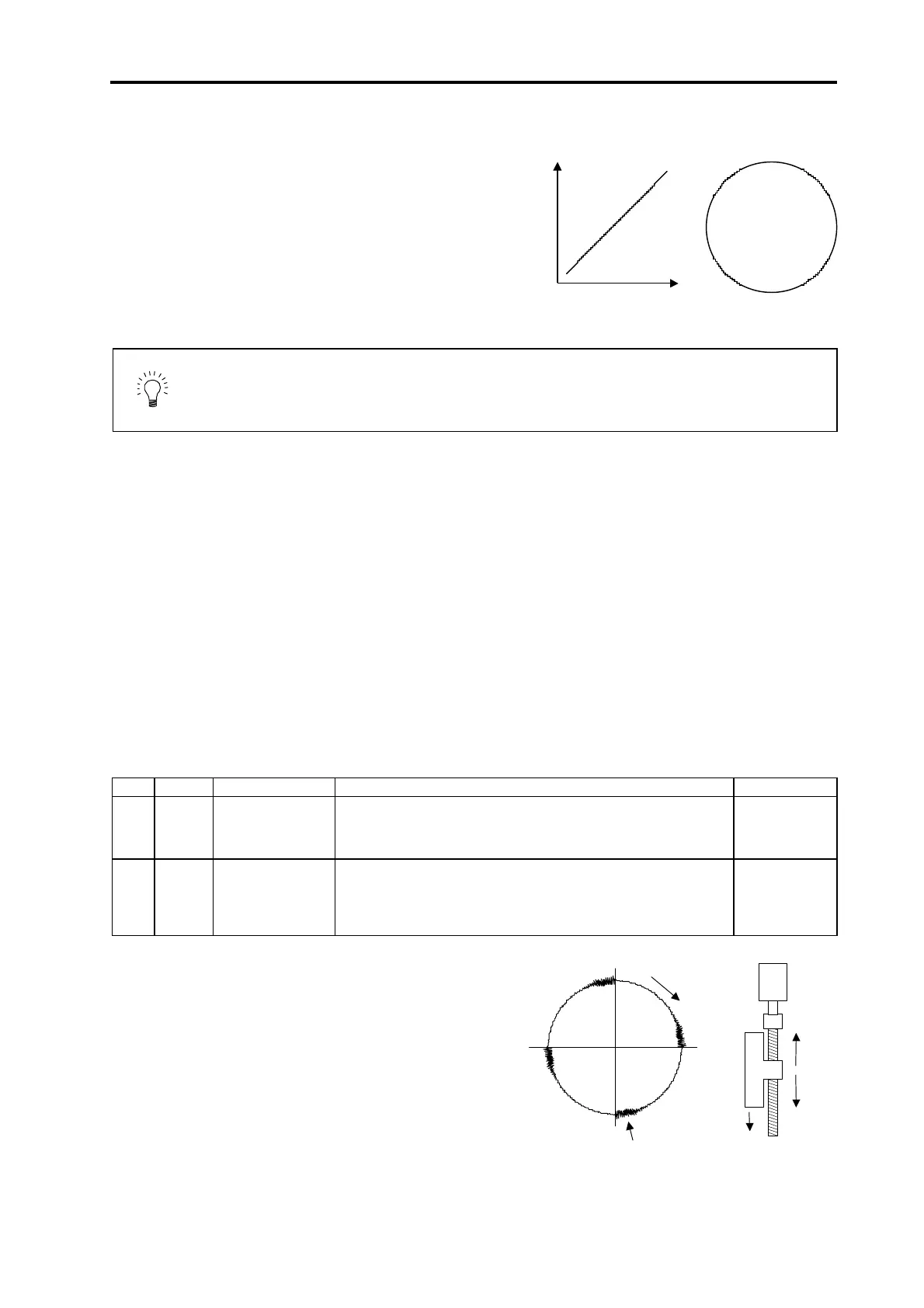
(3) Voltage non-sensitive zone (Td) compensation
With the PWM control of the inverter, a dead time
(non-energized time) is set to prevent short-circuits
caused by simultaneous energizing of the P side
and N side transistors having the same phase. The
dead time has a non-sensitive zone for particularly
low voltage commands. Thus, when feeding with a
low speed and a low torque, the control may be
unstable.
When an unbalanced axis is lowering, the frictional
torque and unbalance torque, and the frictional
torque and deceleration torque before the quadrant
changes during circle cutting, are balanced. The
motor output torque will be approximately zero, and
the control accuracy may drop. In this case, the
control accuracy can be improved by using the
voltage non-sensitive band compensation. Note
X
Y
Motor torque
≒ 0
torque
Lowering
Balanced
torque
For unbalance torque For circle cutting
direction
Deceleration torque =
frictional torque
 Loading...
Loading...
