6 - 70
MELSEC-Q
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
6.5.6 Stop program
The axis stop signal [Y4, Y5, Y6, Y7] or a stop signal from an external source is used
to stop the control.
Create a program to turn ON the axis stop signal [Y4, Y5, Y6, Y7] as the stop program.
The process for stopping control is explained below.
Each control is stopped in the following cases.
(1) When each control is completed normally.
(2) When the Servo READY signal is turned OFF.
(3) When the PLC READY signal is turned OFF.
(When a stop error such as "parameter error" or "watch dog timer error" occurs in
PLC CPU.)
(4) When an error occurs in QD75.
(5) When control is intentionally stopped
(Stop signal from PLC CPU turned ON, stop signal from peripheral devices)
The stop process for the above cases is shown below.
(Excluding item (1) above "When each control is completed normally".)
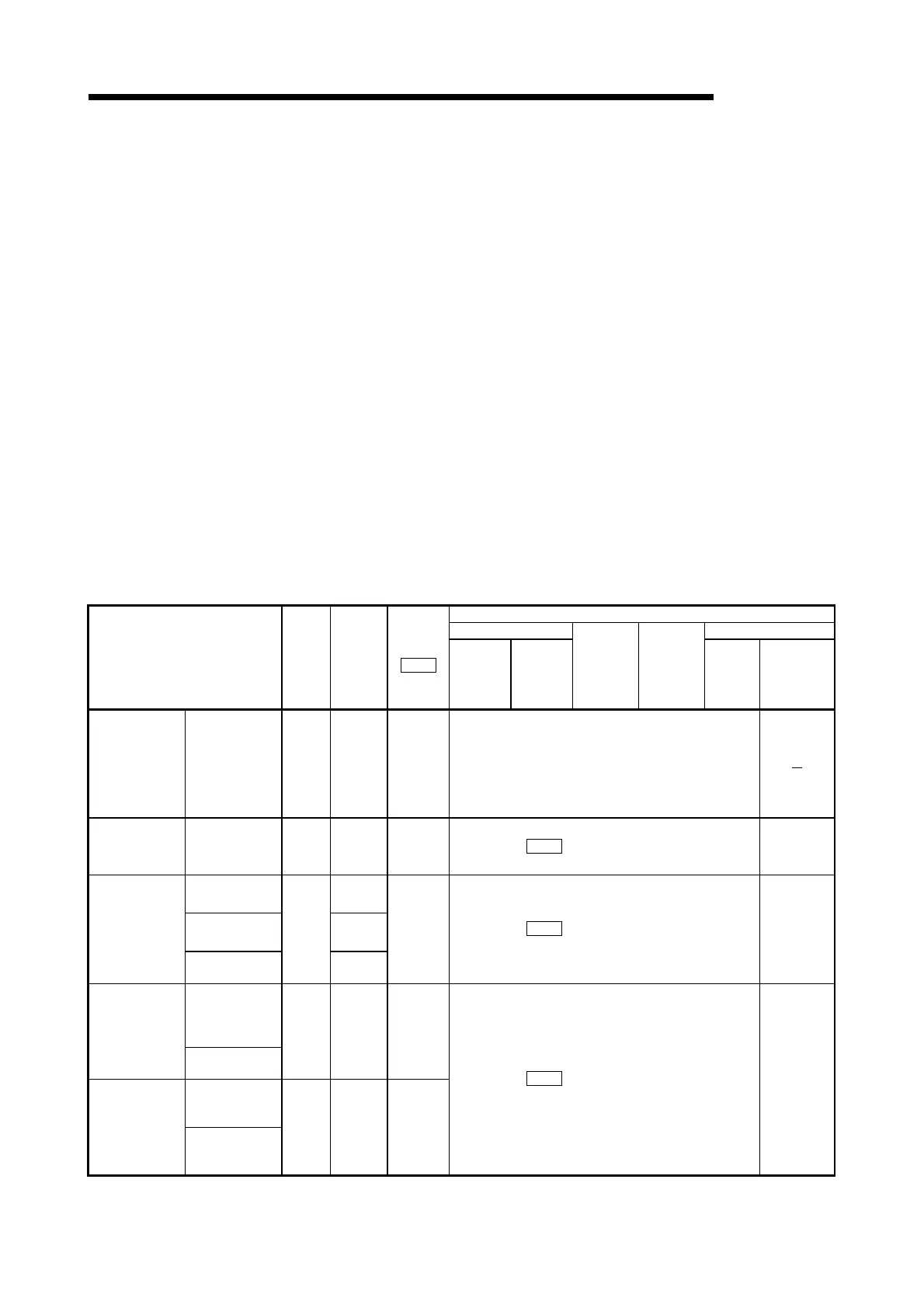
[1] Stop process
Stop process
OPR control Manual control
Stop cause
Stop
axis
M code
ON
signal
after stop
Axis
operation
status
(
Md.26
)
after
stopping
Machine
OPR
control
Fast OPR
control
Major
positioning
control
High-level
positioning
control
JOG/
Inching
operation
Manual
pulse
generator
operation
Forced stop
Servo READY OFF
• Servo amplifier
power supply
OFF
• Servo alarm
• Emergency stop
of PLC CPU
Each
axis
No
change
During
error
Servo OFF or free run
Fatal stop
(Stop group 1)
Hardware stroke
limit signal ON
Each
axis
No
change
During
error
Deceleration stop/sudden stop
(Select with "
Pr.37
Sudden stop group 1 sudden stop
selection".
Deceleration
stop
Error occurs in
PLC CPU
No
change
PLC READY
signal OFF
Turns
OFF
Emergency stop
(Stop group 2)
Error in test
mode
All axes
No
change
During
error
Delegation stop/sudden stop
(Select with "
Pr.38
Sudden stop group 2 sudden stop
selection".
Deceleration
stop
Axis error
detection (Error
other than stop
group 1 or 2)
Relatively safe
stop
(Stop group 3)
"Stop" input from
peripheral device
Each
axis
No
change
During
error
"Stop signal" ON
from external
source
Intentional stop
(Stop group 3)
"Axis stop signal"
ON from PLC
CPU
Each
axis
No
change
During
stop
(during
standing
by)
Deceleration stop/sudden stop
(Select with "
Pr.39
Sudden stop group 3 sudden stop
selection".
Deceleration
stop

 Loading...
Loading...