9 - 2
MELSEC-Q
9 MAJOR POSITIONING CONTROL
9.1 Outline of major positioning controls
"Major positioning controls" are carried out using the "positioning data" stored in the
QD75.
The basic controls such as position control and speed control are executed by setting
the required items in this "positioning data", and then starting that positioning data.
The control system for the "major positioning controls" is set in setting item "
Da.2
Control system" of the positioning data.
Control defined as a "major positioning control" carries out the following types of
control according to the "
Da.2 Control system" setting.
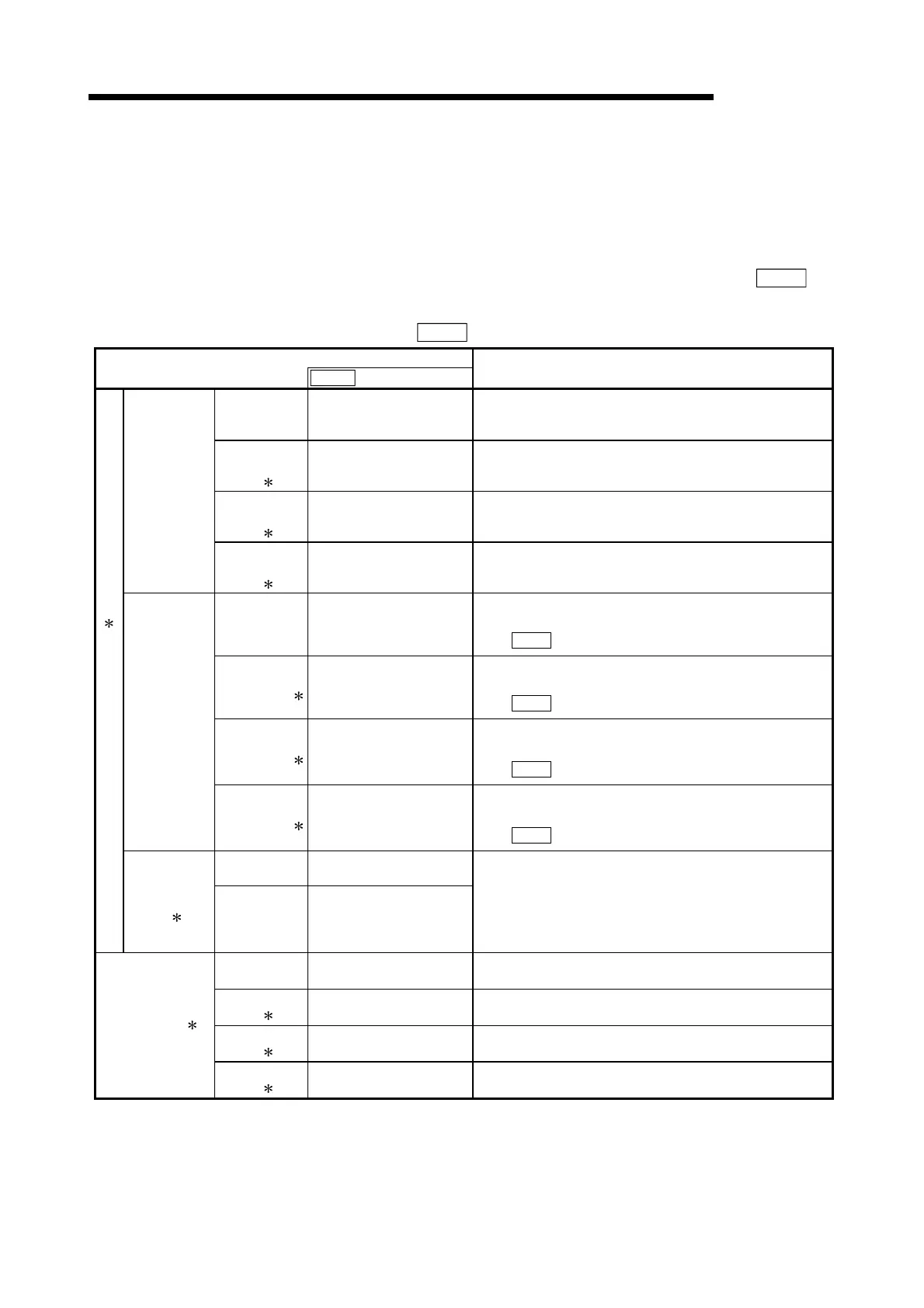
Major positioning control
Da.2
Control system
Details
1-axis linear
control
ABS Linear 1
INC Linear 1
Positioning of a designated 1 axis is carried out from the
start address (current stop position) to the designated
position.
2-axis linear
interpolation
control
ABS Linear 2
INC Linear 2
Using a designated 2 axes, linear interpolation control is
carried out from the start address (current stop position) to
the designated position.
3-axis linear
interpolation
control
ABS Linear 3
INC Linear 3
Using a designated 3 axes, linear interpolation control is
carried out from the start address (current stop position) to
the designated position.
Linear control
4-axis linear
interpolation
control
ABS Linear 4
INC Linear 4
Using a designated 4 axes, linear interpolation control is
carried out from the start address (current stop position) to
the designated position.
1-axis fixed-
feed control
Fixed-feed 1
Positioning of a designated 1 axis is carried out from the
start address (current stop position).
(The
Md.20
Current feed value is set to "0" at the start.)
2-axis fixed-
feed control
Fixed-feed 2
Using a designated 2 axes, linear interpolation control is
carried out from the start address (current stop position).
(The
Md.20
Current feed value is set to "0" at the start.)
3-axis fixed-
feed control
Fixed-feed 3
Using a designated 3 axes, linear interpolation control is
carried out from the start address (current stop position).
(The
Md.20
Current feed value is set to "0" at the start.)
Fixed-feed
control
4-axis fixed-
feed control
Fixed-feed 4
Using a designated 4 axes, linear interpolation control is
carried out from the start address (current stop position).
(The
Md.20
Current feed value is set to "0" at the start.)
Sub point
designation
ABS Circular sub
INC Circular sub
Position control
2-axis circular
interpolation
control
Center point
designation
ABS Circular right
ABS Circular left
INC Circular right
INC Circular left
The axis in which the interpolation control system is set is
regarded as the reference axis. Positioning is carried out in
an arc path to a designated position, while controlling the
other axis (interpolation axis) to match the positioning data
set in the reference axis.
1-axis speed
control
Forward run speed 1
Reverse run speed 1
The speed control of the designated 1 axis is carried out.
2-axis speed
control
Forward run speed 2
Reverse run speed 2
The speed control of the designated 2 axes is carried out.
3-axis speed
control
Forward run speed 3
Reverse run speed 3
The speed control of the designated 3 axes is carried out.
Speed control
4-axis speed
control
Forward run speed 4
Reverse run speed 4
The speed control of the 4 axes is carried out.

 Loading...
Loading...