08.96 5 Measuring Cycles for Milling Machines and Machining Centres
5.1.3 L976 Calibrating workpiece probe in any hole (plane)
5.1.3 L976 Calibrating workpiece probe in any hole (plane)
Function and application
The measuring cycle enables the probe to be calibrated in any hole, e.g. on the workpiece.
The trigger points determined are loaded automatically into the relevant MDC area.
The probe is located at the centre of the hole on completion of calibration. Where one point is
measured, the probe is located above the calibration surface by the amount ”a”.
Preconditions:
• The probe must be called with tool offset and without G53.
• The probe must be positioned to the hole centre point in the abscissa and ordinate of the
selected measuring plane and to the calibrating depth within the hole.
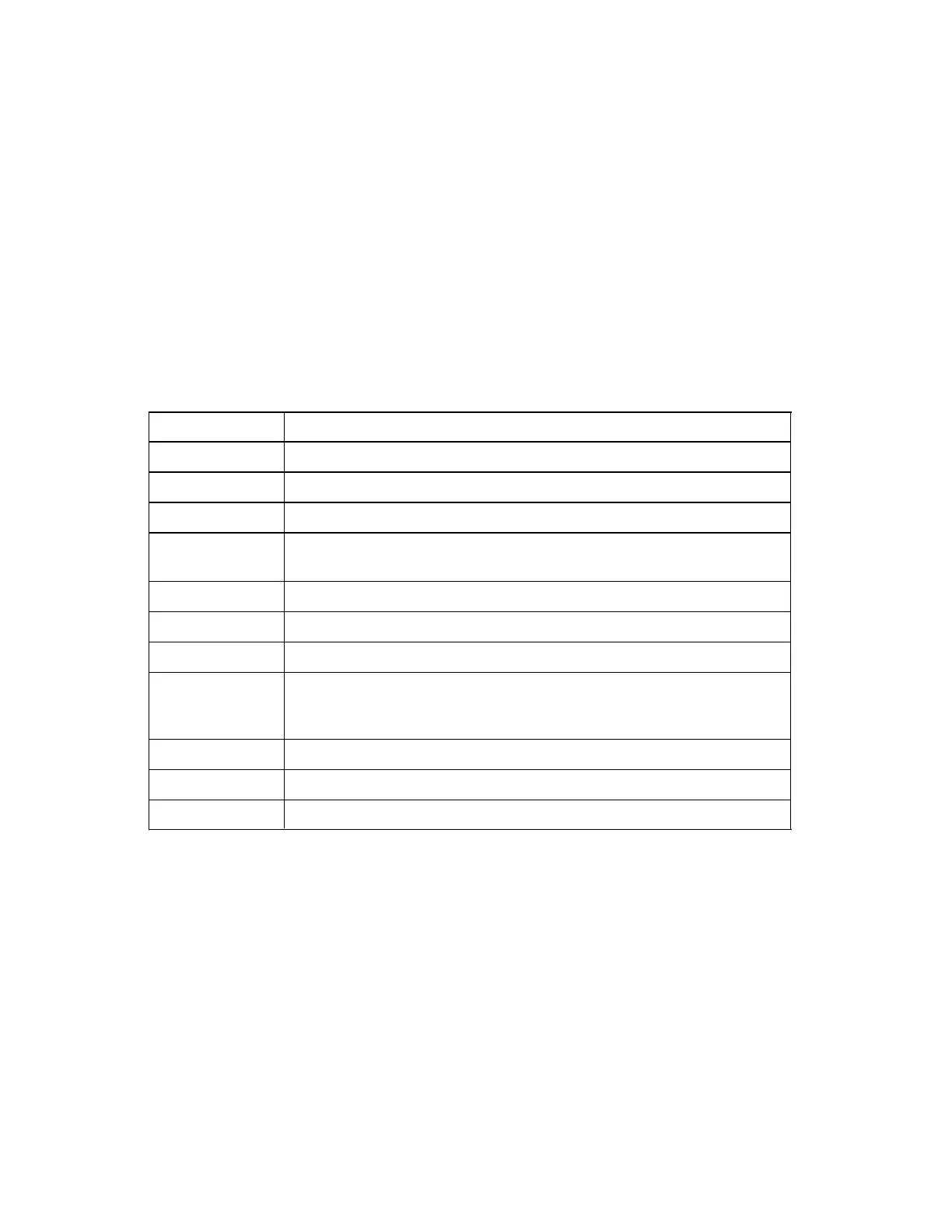
The following parameters must be defined prior to call:
Parameters Description
R13 = 0...359.5 Compensation angle position
for monodirectional probe (see Section 2.5)
R22 Probe type/probe number (see Section 2.6)
R23 = 2 Calibrating in any hole (plane) (see Section 2.7.5)
R25
R25 = 0
Variable measuring speed in mm/min
Standard cycle value
R27 = 1...R
max
Number of measurements at same location (typically 1...3)
R28 = 1...R
max
Multiplication factor for measurement path ”2a”
R30 Measuring axis (definition depending on R23)
R31
= 0
= 1
Axial direction (definition depending on R23)
Positive axial direction
Negative axial direction
R32 Set value for calibration=diameter of hole
R33 Zero offset range
R36 Safe area
See Section 10.2 for result display parameters.
©
Siemens AG 1990 All Rights Reserved 6FC5197- AB70 5–9
SINUMERIK 840/850/880 (BN)

 Loading...
Loading...













