08.96 4 Measuring Cycles for Turning Machines
4.2.1 L973 Calibrating on any surface
4.2.1 L973 Calibrating on any surface
Function and application
This measuring cycle can be used to calibrate the probe at any surface, e.g. the workpiece. As
from Version 3.5 the function "Mirroring" can also be active in the axes concerned.
After calibration has been completed, the probe is at a distance ”a” facing the calibration
surface.
Preconditions :
• The probe is called with tool offset and without G53 to face the calibration surface.
• When calibrating in a hole (groove/slot) the probe must be prepositioned to the centre
point.
• When calibrating beneath the turning centre in plus-X direction or left of the workpiece
zero
point W in plus-Z direction, the setpoint (R32) must be specified as a negative value.
• When calibrating in a random hole (groove/slot) the probe must be prepositioned to the
centre point.
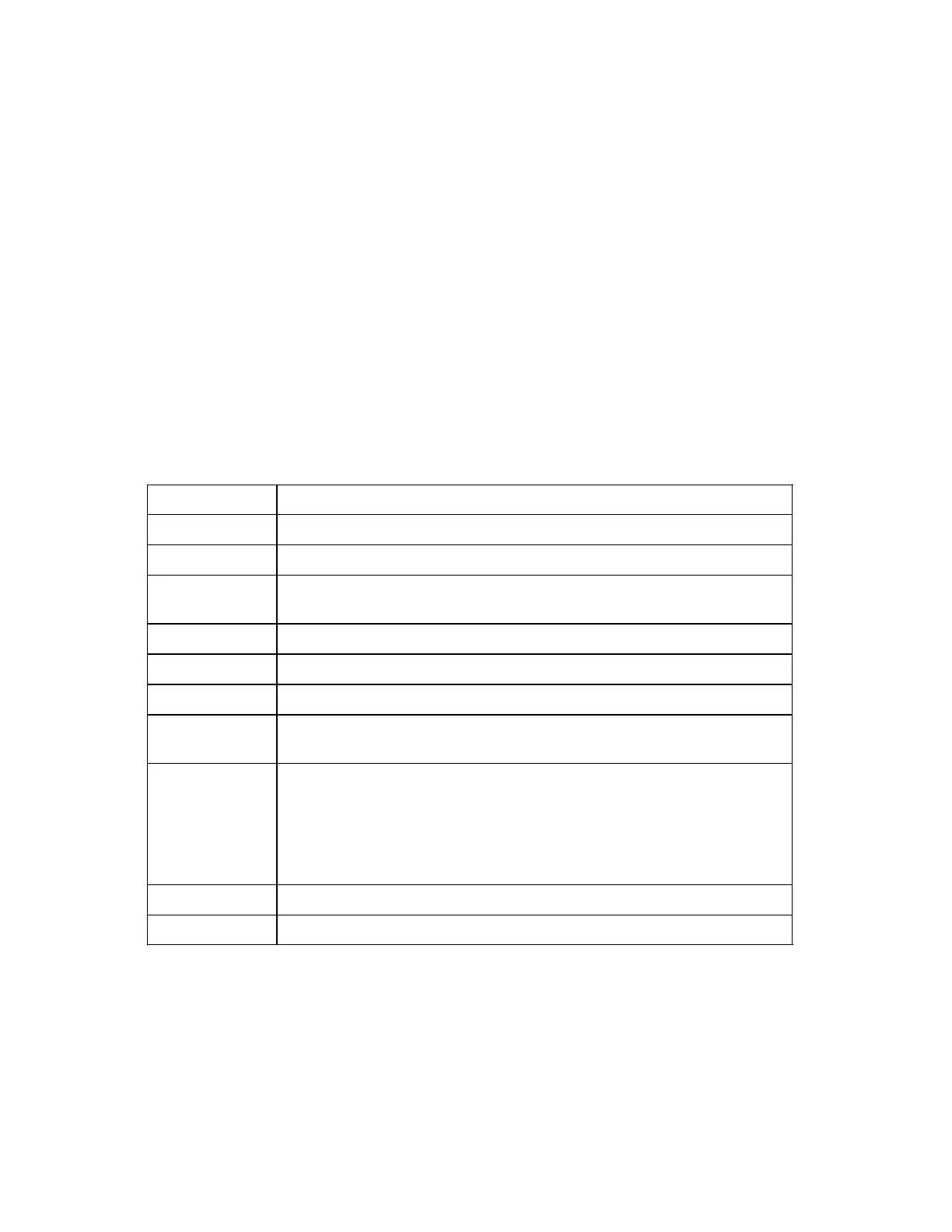
The following parameters must be defined prior to call:
Parameters Description
R22 Workpiece probe number
R23 = 22 Calibrating the workpiece probe on any surface (see Section 2.7.2)
R25
R25 = 0
Variable measuring speed in mm/min
Standard cycle value
R27 = 1...R
max
Number of measurements at same location (typically 1..3)
R28 = 1...R
max
Multiplication factor for measurement path ”2a”
R30 = 1...3 Number of measuring axis
R31 = 0
R31 = 1
Positive axis direction
Negative axis direction
R32 Setpoint referred to workpiece zero point, for transverse axis in the dia-
meter. When calibrating beneath the turning centre in plus-X direction or
left of the workpiece zero point in plus-Z direction, the setpoint must be
specified as a negative value. Where the measurement variant is any
hole, R32 means diameter of hole, the approach position is the centre
point.
R33 Zero offset range
R36 Safe area
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 4–21
SINUMERIK 840/850/880 (BN)

 Loading...
Loading...













