08.96 1 Introduction
1.4.3 Workpiece probe in the TOA memory for milling machines and machining centres
1.4.3 Workpiece probe in the TO memory for milling machines
and machining centres
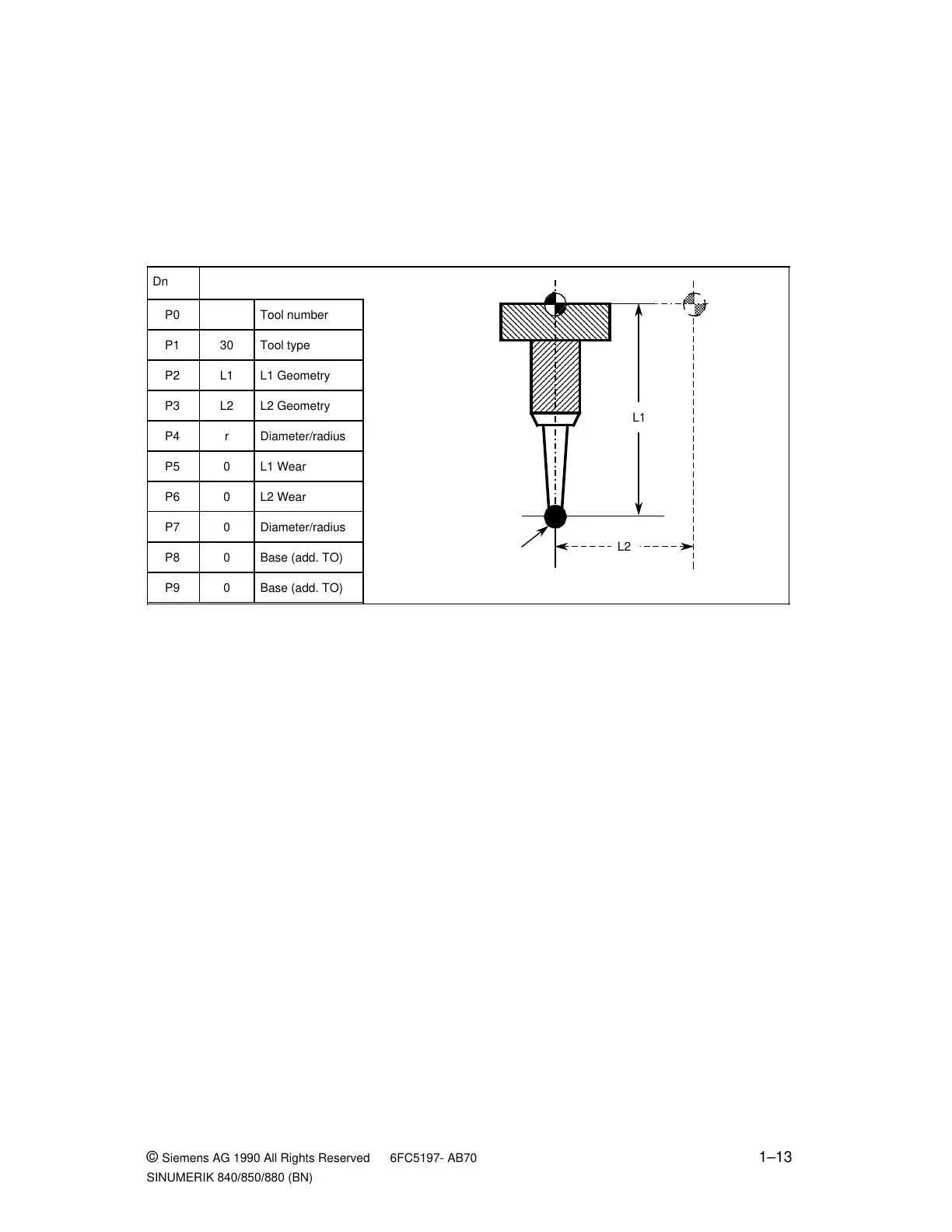
On milling machines and machining centres, the probe is treated as a tool type 30 and,
therefore, must be input in the TOA memory as such.
As from Version 3.5 it is now possible to define the length L1 to the end of the probe in cycle
machine data 7004, bit 5. This setting takes effect in cycles L976/L978 calibration and
measurement of the applicate (drilling axis).
Fig 1.14 Workpiece probe in the TOA memory for milling machines and machining centres
F
r
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
L1
L2
P0 Tool number
P1 30 Tool type
P2 L1 L1 Geometry
P3 L2 L2 Geometry
P4 r Diameter/radius
P5 0 L1 Wear
P6 0 L2 Wear
P7 0 Diameter/radius
P8 0 Base (add. TO)
P9 0 Base (add. TO)
Dn
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 1–13
SINUMERIK 840/850/880 (BN)

 Loading...
Loading...













