4 Measuring Cycles for Turning Machines 08.96
4.3.1 L974 1-point measurement ZO determination
4.3.1 L974 1-point measurement ZO determination
Function and application
The measuring cycle ascertains the actual value of a blank in the selected measurement axis
in relation to the workpiece zero point.
An empirical value stored in the SDC is subsequently allowed for with the correct sign.
The probe is located at a distance ”a” facing the measuring surface.
No automatic entry is carried out or additive entry of the difference of the measuring axis is
made in the specified ZO memory, depending on the definition of R10.
Preconditions:
• The workpiece must be positioned with M19 prior to cycle call when necessary.
• The probe must have been calibrated in the direction of measurement.
• The probe must be positioned with tool offset and without G53 facing the surface to be
measured (Fig. 4.9).
• The maximum diameter that can be measured depends on the traversing range of the
turret slide in +X.
Outside diameter:
D
max
= 2×(X
MFmax
_
X
F
)
_
ball
+ 2a
Inside diameter:
D
max
= 2×(X
MFmax
_
X
F
)
_
ball
_
2a
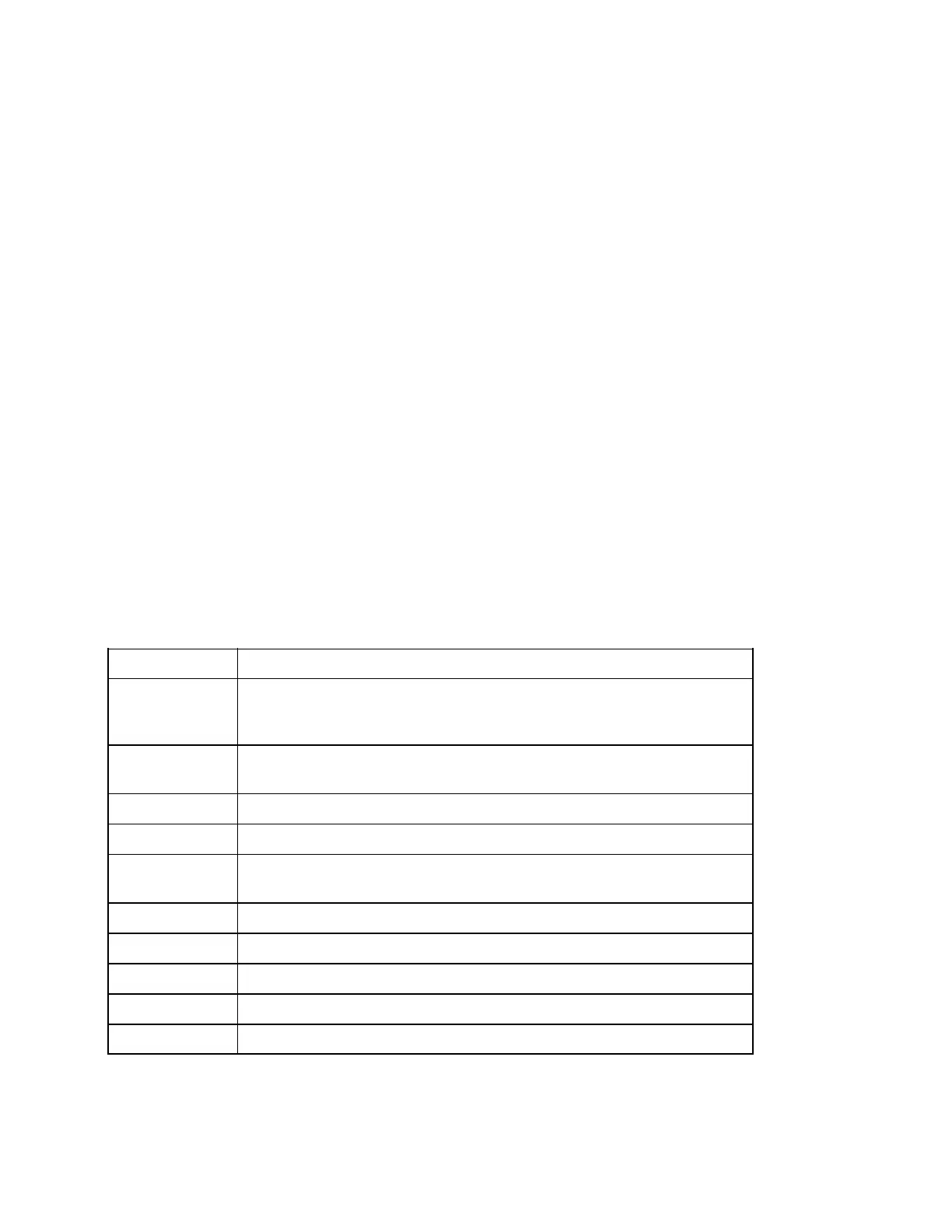
The following parameters must be defined prior to call:
Parameters Description
R10 = 0
= 1...4
= 5
No automatic ZO entry
Automatic ZO entry in ZO G54...G57
Automatic ZO entry in ZO G58
R11 = 0
> 0
Without empirical value
Empirical value memory number (see Section 2.3)
R22 Probe number (see Section 2.6)
R23 = 0 ZO determination
R25
R25=0
Variable measuring speed in mm/min
Standard cycle value
R27 = 1...R
max
Number of measurements at same location (typically 1...3)
R28 = 1...R
max
Multiplication factor for measurement path ”2a”
R30 = 1...3 Number of measuring axis (see Section 2.12)
R32 Set value referred to the workpiece zero point
R36 Safe area
4–24 © Siemens AG 1990 All Rights Reserved 6FC5197- AB70
SINUMERIK 840/850/880 (BN)

 Loading...
Loading...













