Powermax125 Service Manual 808070 81
6 – Machine Torch Setup
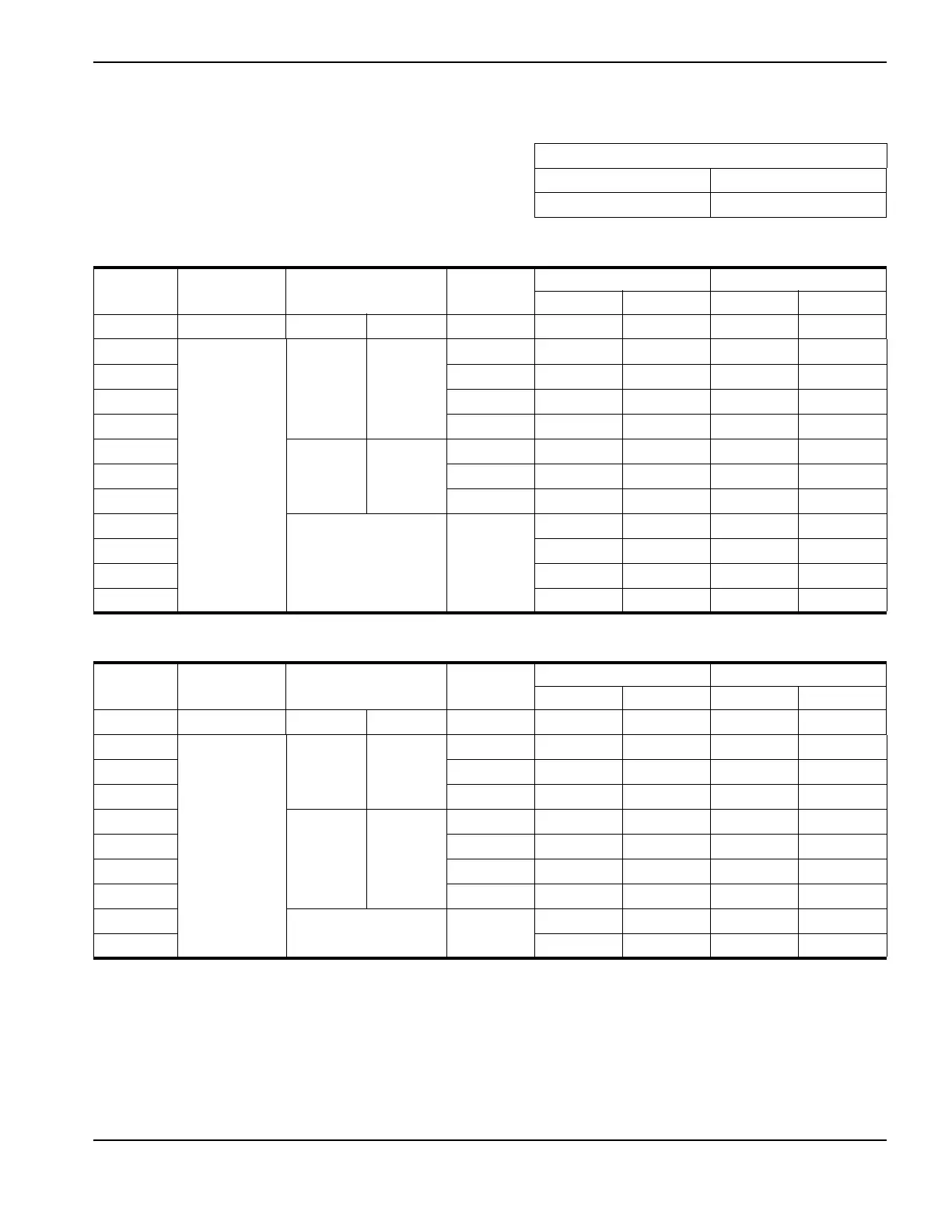
125 A shielded cutting – mild steel
Air flow rate – slpm/scfh
Hot 260 / 550
Cold 345 / 730
Metric
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
mm mm mm % seconds mm/min volts mm/min volts
6
4.6
9.2 200
0.2 4980 158 5960 155
8 0.3 3800 158 4570 157
10 0.4 2750 158 3330 158
12 0.5 2050 157 2510 157
16
11.5 250
0.6 1260 162 1660 164
20 2.0 980 165 1140 164
25 3.5 610 169 780 167
30
Edge Start* 1.0
580 169 510 167
32 400 174 500 172
35 340 177 430 175
40 240 180 310 178
English
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
inches inches inches % seconds ipm volts ipm volts
1/4
0.18
0.36 200
0.2 188 158 225 155
3/8 0.4 114 158 138 158
1/2 0.5 75 158 93 158
5/8
0.45 250
0.6 50 162 66 164
3/4 0.8 42 164 48 163
7/8 2.0 31 168 37 166
1 3.5 23 169 30 167
1-1/4
Edge Start* 1.0
16 174 20 172
1-1/2 11 179 14 177
* You can pierce thicknesses up to 32 mm (1-1/4 inch) if your CNC software and torch height control system enable you to
temporarily raise the torch in order to clear the puddle of dross that can form during the pierce. In Hypertherm’s Phoenix CNC
software, for example, this function is referred to as the “puddle jump height.” Using this piercing function may affect consumable
life.

 Loading...
Loading...








