ENGINE
L3560, L4060, L4760, L5060, L5460, L6060, WSM
1-S92
[5] CYLINDER
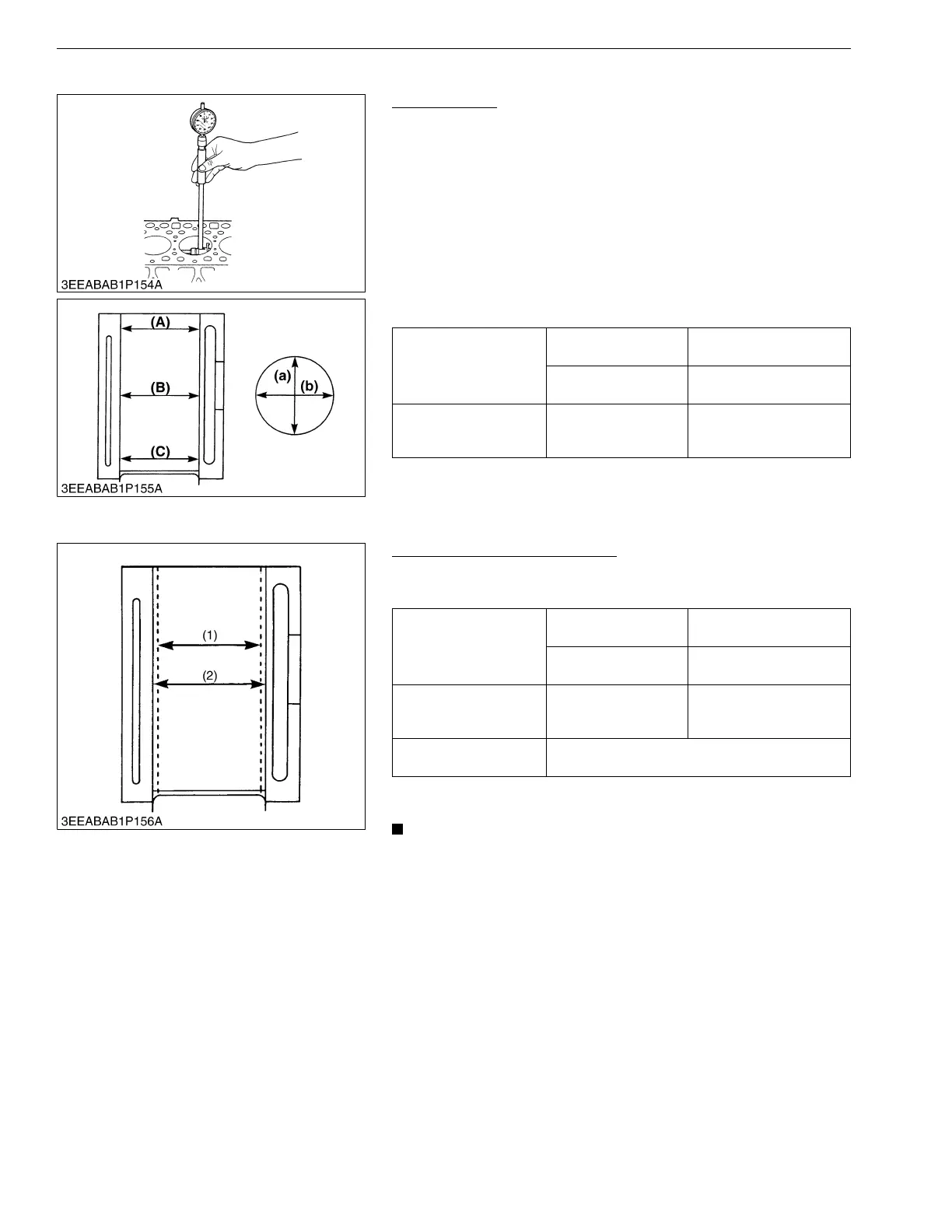
Cylinder Wear
1. Measure the I.D. of the cylinder at the 6 positions (see figure)
with a cylinder gauge.
2. Find the maximum and minimum inner diameters.
3. Find the difference between the maximum and the minimum
inner diameters.
4. If the maximum I.D. or the difference is more than the allowable
limit, bore and hone it to the oversize dimension. (Refer to
"Cylinder Correction (Oversize)".).
5. Examine the cylinder wall for scratches. If you find deep
scratches, bore the cylinder. (Refer to "Cylinder Correction
(Oversize)".)
9Y1210824ENS0104US0
Cylinder Correction (Oversize)
1. If the cylinder wear is more than the allowable limit, bore and
hone it to the specified dimension.
2. Replace the piston and piston rings with oversize ones.
Oversize : 0.25 mm (0.0098 in.)
• If the maximum I.D. or the difference for the oversize
cylinder is more than the allowable limit, replace the
cylinder block with a new one.
9Y1210824ENS0105US0
Cylinder I.D.
Factory specification
87.000 to 87.022 mm
3.4252 to 3.4260 in.
Allowable limit
87.170 mm
3.4319 in.
Difference between
maximum I.D. and
minimum I.D.
Allowable limit
0.15 mm
0.0059 in.
(A) Top
(B) Middle
(C) Bottom (Skirt)
(a) Right-angled to Piston Pin
(b) Piston Pin Direction
Oversize cylinder I.D.
Factory specification
87.250 to 87.272 mm
3.4351 to 3.4359 in.
Allowable limit
87.420 mm
3.4417 in.
Difference between
maximum I.D. and
minimum I.D.
Allowable limit
0.15 mm
0.0059 in.
Finishing
Hone to 2.2 to 3.0 µmRz
(0.000087 to 0.000118 in.Rz)
(1) Cylinder I.D. (Before Correction) (2) Cylinder I.D. (Oversize)
 Loading...
Loading...


