Cut with the Machine Torch
Powermax45 XP Operator Manual 809240 109
To determine whether a cut-angle problem is being caused by the plasma system or the drive
system:
1. Make a test cut.
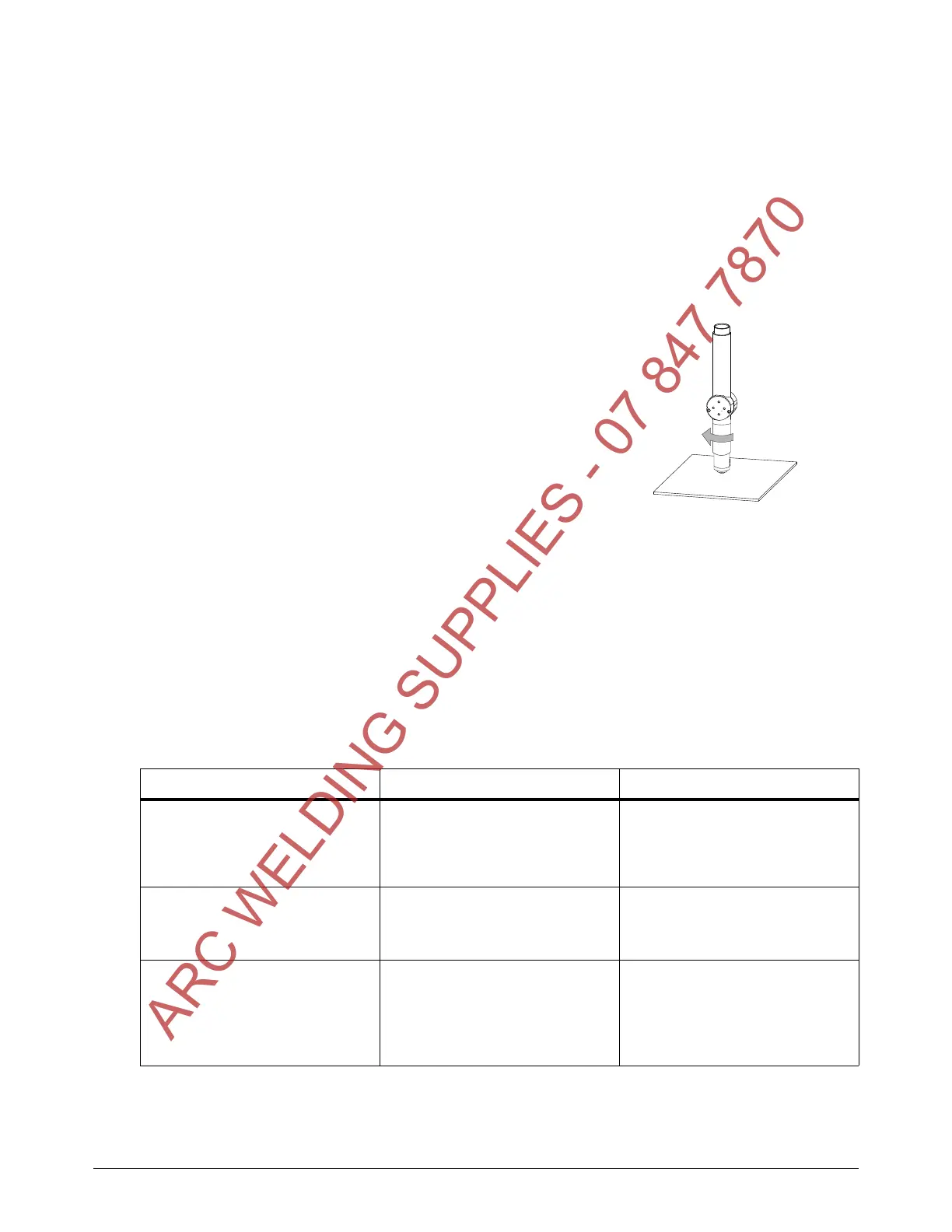
A square often works well for test cuts. It makes it easier to determine
which side is affected by the cut-angle problem and if that side moved
with the rotation of the torch.
2. Measure the angle of each side of the test cut.
3. Turn the torch 90° in its holder.
4. Repeat steps 1 – 3.
If the angles are the same in both tests:
Verify that mechanical causes have been eliminated.
See Machine torch setup overview on page 95.
Check the torch-to-work distance (especially if the
cut angles are all positive or all negative).
Consider the material being cut. If the metal is magnetized or hardened, you are more likely
to experience cut angle problems.
If the cut angle problem persists, consult with your cutting table manufacturer to verify that your
automatic height control or torch height control is working properly.
Dross
Dross is molten metal created during the cut process that hardens on the bottom of the part. Some
amount of dross will always result when cutting with air plasma. To minimize the amount and type of
dross, adjust your system correctly for your application.
Problem Cause Solution
Excess dross on the top edge of
both pieces of the plate.
• The torch is too low.
• Voltage is too low when
using a torch height control.
• Adjust the torch or adjust the
voltage in small increments
(5 volts or less) until the
dross is reduced.
Low-speed dross on the bottom
of the cut forming a heavy, bubbly
deposit.
• The torch’s cutting speed is
too slow.
• The arc angles ahead.
• Increase the cutting speed.
High-speed dross forms close to
the cut as a thin, linear bead of
solid metal. It is welded to the
bottom of the cut and is difficult
to remove.
• The cutting speed is too fast.
• The arc angles behind.
• Decrease the cutting speed.
• Decrease the torch-to-work
distance.
ARC WELDING SUPPLIES - 07 847 7870

 Loading...
Loading...













