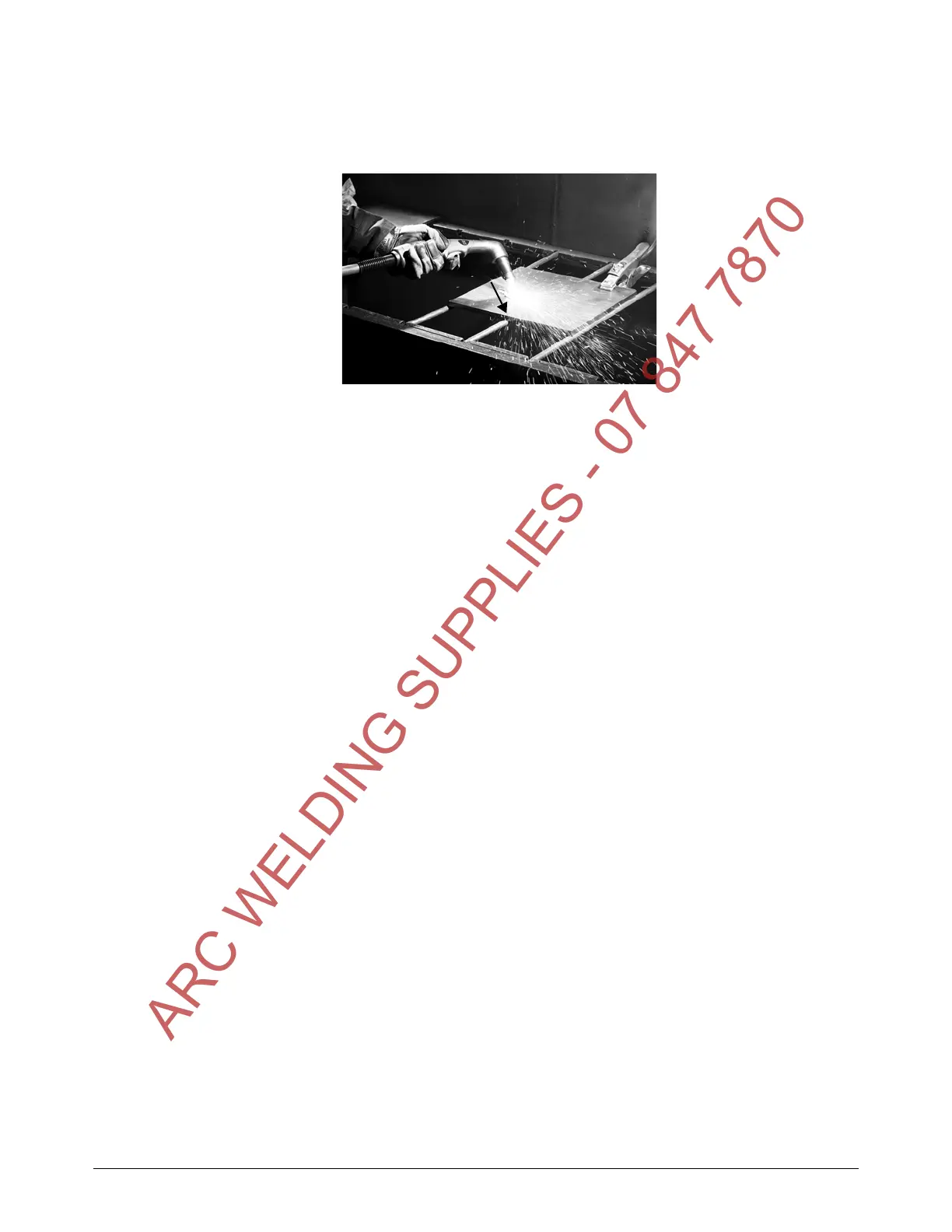
Gouge with the Hand Torch and Machine Torch
76 809240 Operator Manual Powermax45 XP
6. Change the torch’s angle as needed to achieve the desired dimensions for the gouge. Maintain
the same angle to the workpiece as you feed into the gouge. Push the plasma arc in the
direction of the gouge you want to create.
Keep at least a small distance between the torch tip and the molten metal
to avoid reducing consumable life or damaging the torch.
Remove spot welds
To remove a spot weld, gouge around the weld in order to cut completely through the top layer of
metal without damaging the layer underneath.
The Precision gouging consumables were designed specifically for applications like removing spot
welds. When used at a lower amperage, these consumables provide:
Very good visibility due to a plasma arc that is lighter and more opaque than with higher
amperage gouging
A very high width-to-depth ratio, which provides much better control of the metal removal
rate
Tips
Many different techniques can be used to remove spot welds. The method described in the
following procedure is recommended as a good starting point. It is intended to minimize possible
damage to the underneath layer.
Regardless of technique, these tips can help you to successfully remove spot welds:
Keep the torch pointed in the same direction all the way around the spot weld.
By keeping the torch pointed in the same direction, you avoid blowing slag over areas
you already gouged. This reduces the clean-up needed on the underneath layer. It also
makes the process more ergonomic and efficient, since you do not need to rotate the
torch or the workpiece while gouging.
Maintain a proper arc stretch.
Maintain an arc stretch of approximately 10 – 11 mm (3/8 – 1/2 inch) as you gouge
around the weld. This provides good visibility and prevents the torch tip from hitting slag,
which can shorten consumable life and interrupt the gouge.
ARC WELDING SUPPLIES - 07 847 7870

 Loading...
Loading...













