Cut Charts and Marking Charts
132 809240 Operator Manual Powermax45 XP
Marking and Dimpling – Air – Shielded
Mild steel
Current Torch-to-Work Distance Initial Marking Height Delay Time Marking Speed Arc Voltage Width Depth
A mm in mm in seconds mm/min in/min volts mm in mm in
Light marking
10 6.4 0.25 6.4 0.25 0 2540 100 134 2.79 0.11 <0.02 <0.001
Heavy marking
10 4.6 0.18 4.6 0.18 0 2540 100 111 2.79 0.11 0.09 0.0035
Dimpling
10 6.4 0.25 — — 0.05 — — — 1.98 0.078 0.25 0.01
Stainless steel
Current Torch-to-Work Distance Initial Marking Height Delay Time Marking Speed Arc Voltage Width Depth
A mm in mm in seconds mm/min in/min volts mm in mm in
Light marking
10 5.1 0.2 5.1 0.2 0 5080 200 98 2.03 0.08 <0.02 <0.001
Heavy marking
10 6.4 0.25 6.4 0.25 0 3175 125 133 2.54 0.1 0.08 0.003
Dimpling
10 6.4 0.25 — — 0.05 — — — 2.03 0.08 0.23 0.009
Aluminum
Current Torch-to-Work Distance Initial Marking Height Delay Time Marking Speed Arc Voltage Width Depth
A mm in mm in seconds mm/min in/min volts mm in mm in
Marking
11 2.5 0.1 5.1 0.2 0 5080 200 98 0.89 0.035 <0.02 <0.001
Dimpling
10 3.2 0.125 — — 0.1 — — — 0.89 0.035 0.09 0.0035
Gas flow rate – slpm / scfh
137 / 290 Hot (cutflow)
141 / 300 Cold (postflow)
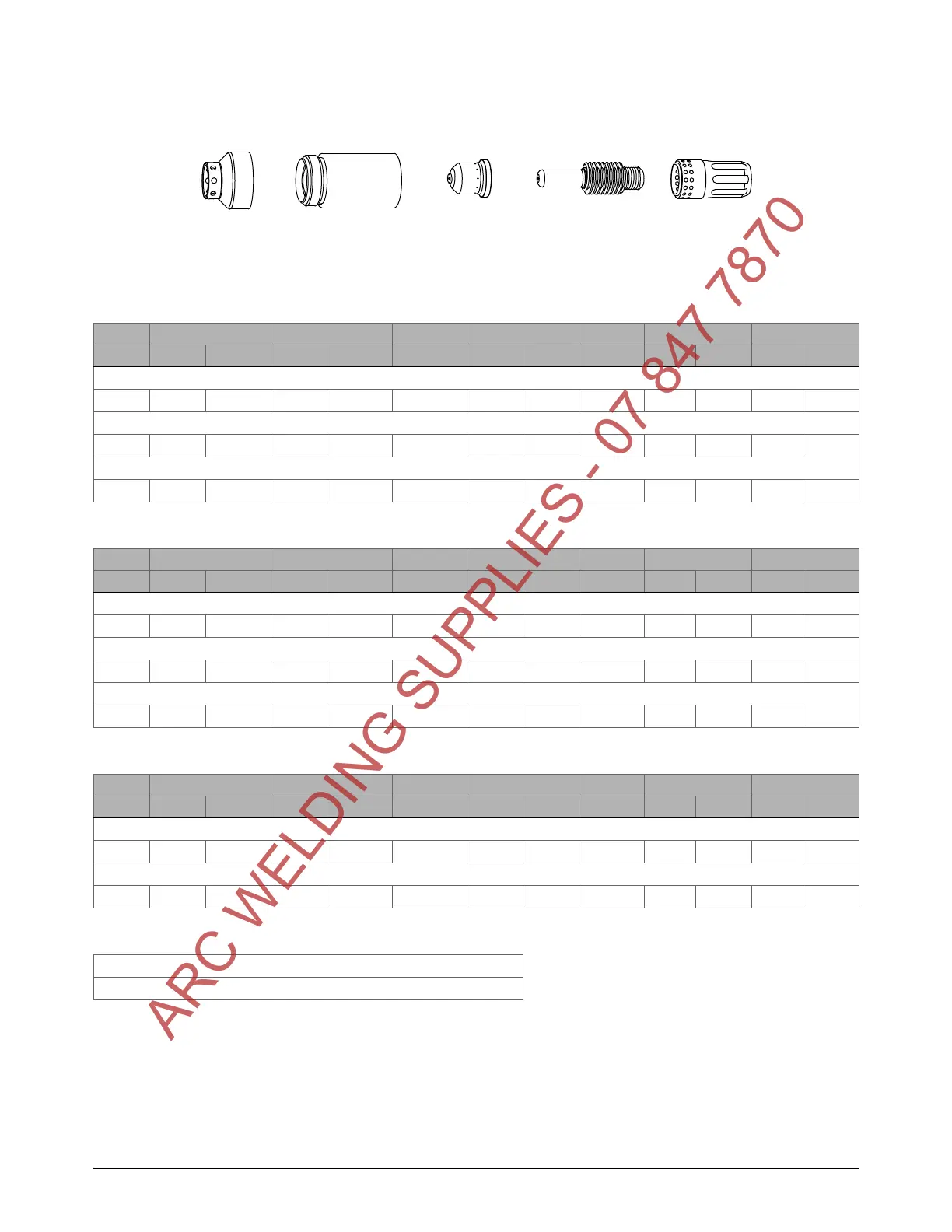
420542 220854
(220953 for
ohmic sensing)
420415 220857220842
ARC WELDING SUPPLIES - 07 847 7870

 Loading...
Loading...













