Application Example Programs
E–21
Bottle Line Example
The following application example illustrates how the controller high-speed counter
is configured for an Up/down counter. For a detailed explanation of:
• XIC, OTL, OTU and OTE instructions, see chapter 6.
• GRT, LES, and GEQ instruction, see chapter 7.
• HSC and HSL instructions, see chapter 12.
Stop Fill O:0/0
Slow Fill O:0/1
Sensor IN I:0/0
This section is controlled separately from the two
machines.
Sensor OUT I:0/1
Slow Pack O:0/2
Conveyor ConveyorConveyor
Bottle Fill and
Cap Machine
Packing Machine
Holding Area
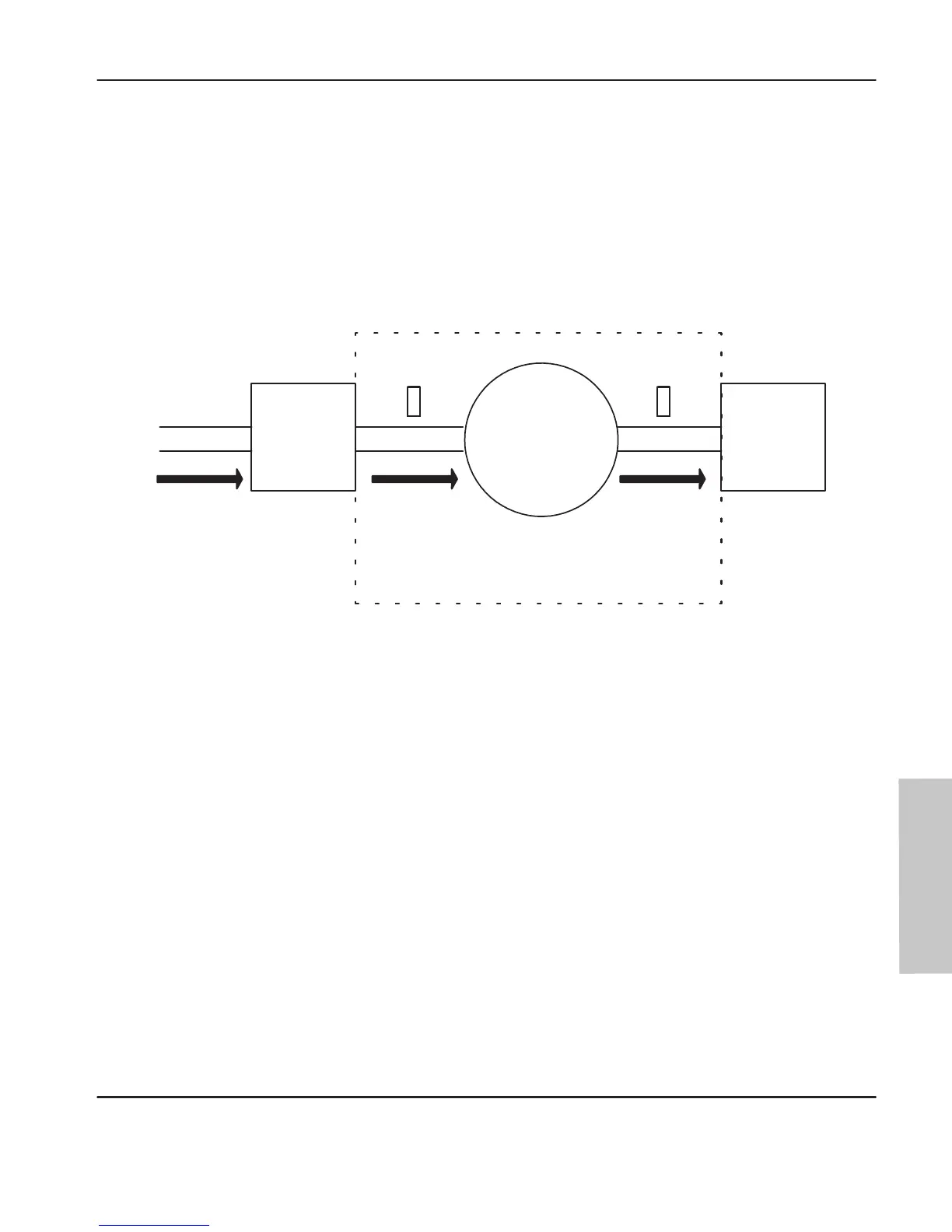
Bottle Line Operation Overview
The controller on the conveyor
, within the specified area above, regulates the speeds
of the bottle fill and packing machines. Each machine is connected to a separate
controller that communicates with the conveyor controller. The following ladder
program is for the conveyor controller.
A conveyor feeds filled bottles past a proximity sensor (IN) to a holding area. The
proximity sensor is wired to the I/0 terminal (up count) of the conveyor controller.
The bottles are then sent on another conveyor past a proximity switch (OUT) to the
packing machine. This proximity switch is wired to the I/1 terminal (down count)
on the same controller.
Reference
efesotomasyon.com - Allen Bradley,Rockwell,plc,servo,drive
 Loading...
Loading...