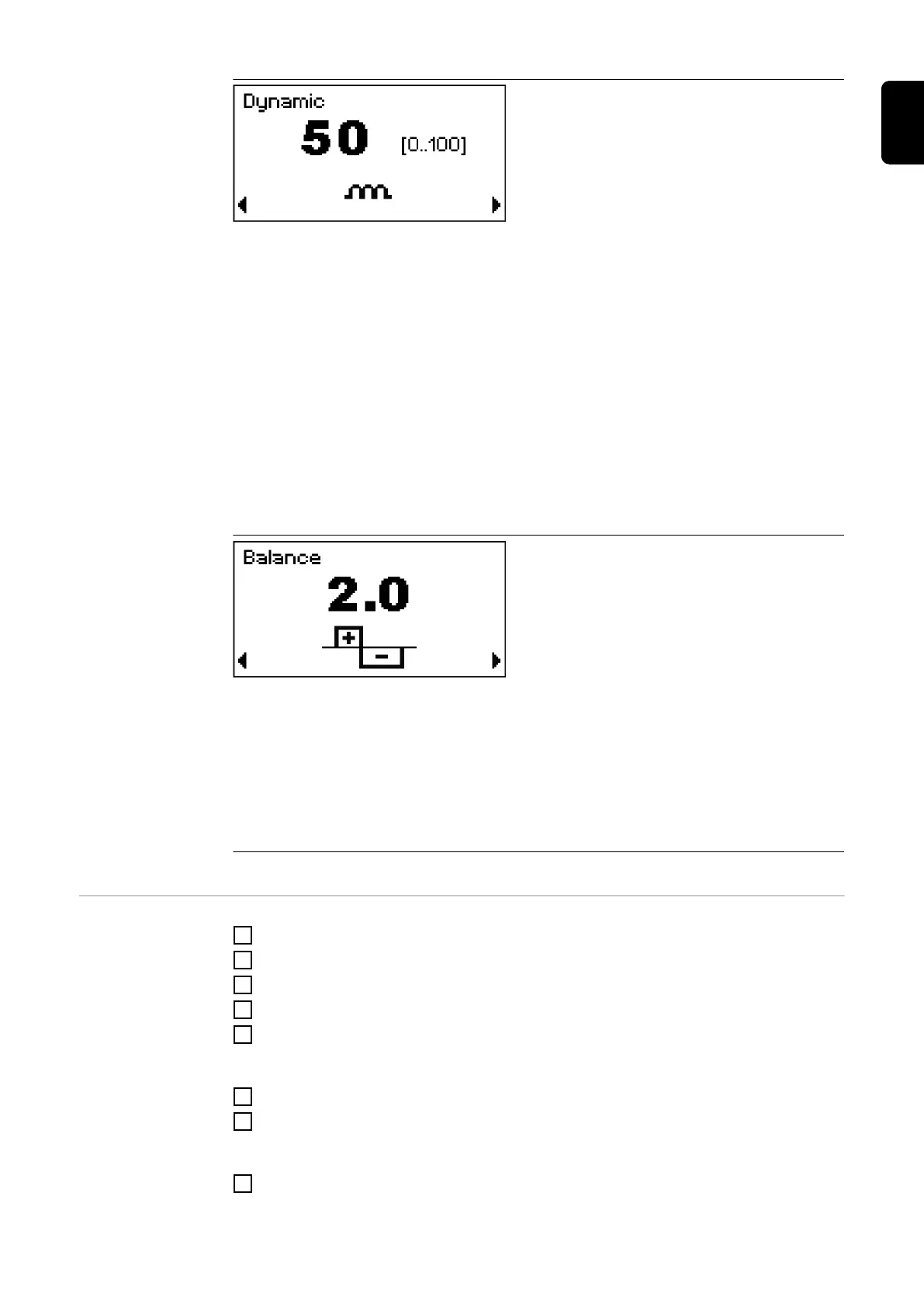
To obtain optimum welding results, it will sometimes be necessary to adjust the arc-
force dynamic.
Unit % (of main current)
Setting range 0 - 100
Factory setting 20
0 soft, low-spatter arc
100 harder, more stable arc
Functional principle:
at the instant of droplet transfer or in the event of a short circuit, there is a momentary
rise in amperage. In order to obtain a stable arc, the welding current is temporarily
increased. If the rod electrode threatens to sink into the weld pool, this measure pre-
vents the weld pool solidifying, as well as preventing more prolonged short circuiting of
the arc. This largely prevents the rod electrode from sticking.
only with MagicWave for the manual metal arc AC welding process
Unit 1
Setting range -5 - +5
Factory setting 0
-5: highest fusing power, lowest cleaning action
+5: highest cleaning action, lowest fusing power
Preparation
1
Switch off cooling units (set setup parameter C-C to OFF)
2
Move the mains switch to the "O" position
3
Disconnect the mains plug
4
Remove the TIG welding torch
5
Plug the grounding cable in and latch it into place:
- for MagicWave: in the grounding cable connection
- for TransTig: in the (+) current socket
6
Use the other end of the grounding cable to establish a connection to the workpiece
7
Plug in the electrode cable and twist it clockwise to latch it into place:
- for MagicWave: in the welding torch connection
- for TransTig: in the (-) current socket
8
Plug in the mains plug
65
EN
 Loading...
Loading...






