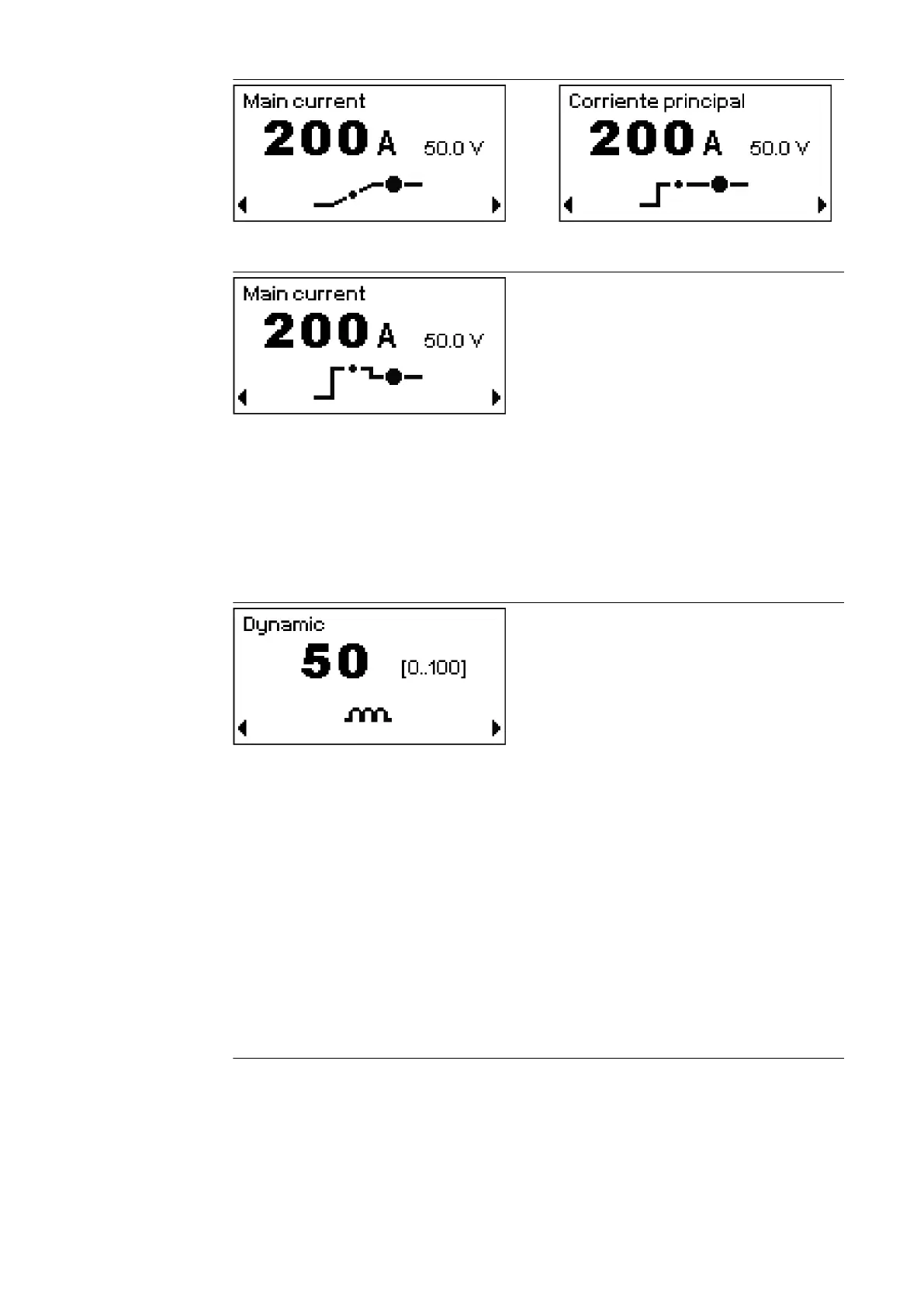
Main current: starting current < main current ("Soft-
Start")
Main current: starting current = main current
Main current: starting current > main current ("HotStart")
Unit A
Setting range MW 2200 Comfort 10 - 180
MW 2500 Comfort 10 - 250
MW 3000 Comfort 10 - 300
MW 4000 Comfort 10 - 400
MW 5000 Comfort 10 - 500
TT 2200 Comfort 10 - 180
TT 2500 Comfort 10 - 250
TT 3000 Comfort 10 - 300
TT 4000 Comfort 10 - 400
TT 5000 Comfort 10 - 500
Factory setting -
To obtain optimum welding results, it will sometimes be necessary to adjust the arc-
force dynamic.
Unit % (of main current)
Setting range 0 - 100
Factory setting 20
0 soft, low-spatter arc
100 harder, more stable arc
Functional principle:
at the instant of droplet transfer or in the event of a short circuit, there is a momentary
rise in amperage. In order to obtain a stable arc, the welding current is temporarily
increased. If the rod electrode threatens to sink into the weld pool, this measure pre-
vents the weld pool solidifying, as well as preventing more prolonged short circuiting of
the arc. This largely prevents the rod electrode from sticking.
74
 Loading...
Loading...






