Programming Contours | Path contours – Polar coordinates
7
302
HEIDENHAIN | TNC 620 | Conversational Programming User's Manual | 10/2017
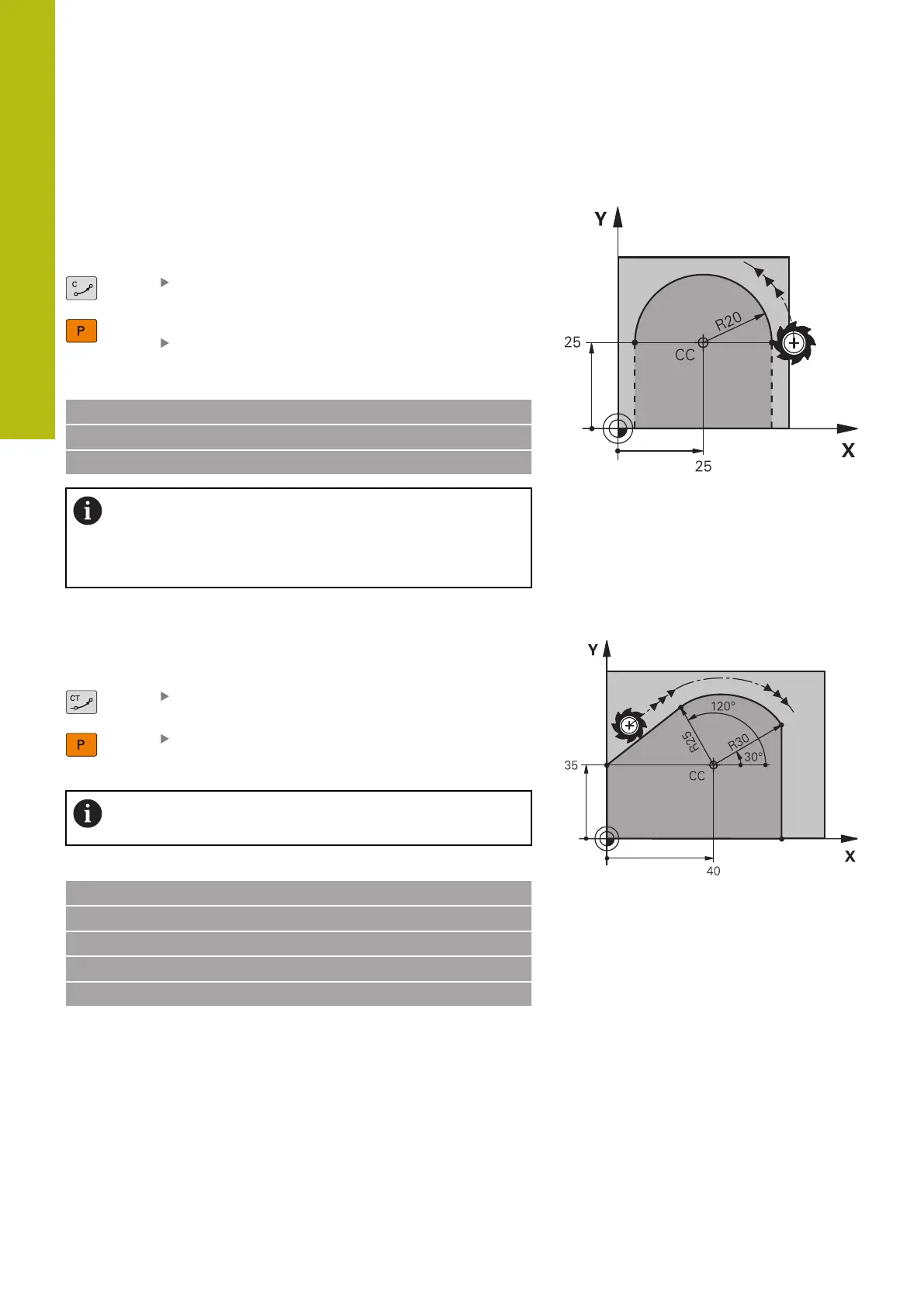
Circular path CP around pole CC
The polar coordinate radius PR is also the radius of the arc. PR is
defined by the distance from the starting point to the pole CC. The
last programmed tool position will be the starting point of the arc.
Polar-coordinates angle PA: Angular position of
the arc end point between –99999.9999° and
+99999.9999°
Direction of rotation DR
Example
18 CC X+25 Y+25
19 LP PR+20 PA+0 RR F250 M3
20 CP PA+180 DR+
With incremental inputs you must enter DR and PA with
the same sign.
Consider this behavior when importing programs from
earlier controls. Adapt the program if required.
Circle CTP with tangential connection
The tool moves on a circular path, starting tangentially from a
preceding contour element.
Polar coordinate radius PR: Distance between
the arc end point and the pole CC
Polar coordinate angle PA: Angular position of
the arc end point.
The pole is not the center of the contour arc!
Example
12 CC X+40 Y+35
13 L X+0 Y+35 RL F250 M3
14 LP PR+25 PA+120
15 CTP PR+30 PA+30
16 L Y+0
 Loading...
Loading...




