Multiple-Axis Machining | Three-dimensional tool compensation (option 9)
13
584
HEIDENHAIN | TNC 620 | Conversational Programming User's Manual | 10/2017
Face Milling: 3D compensation with TCPM
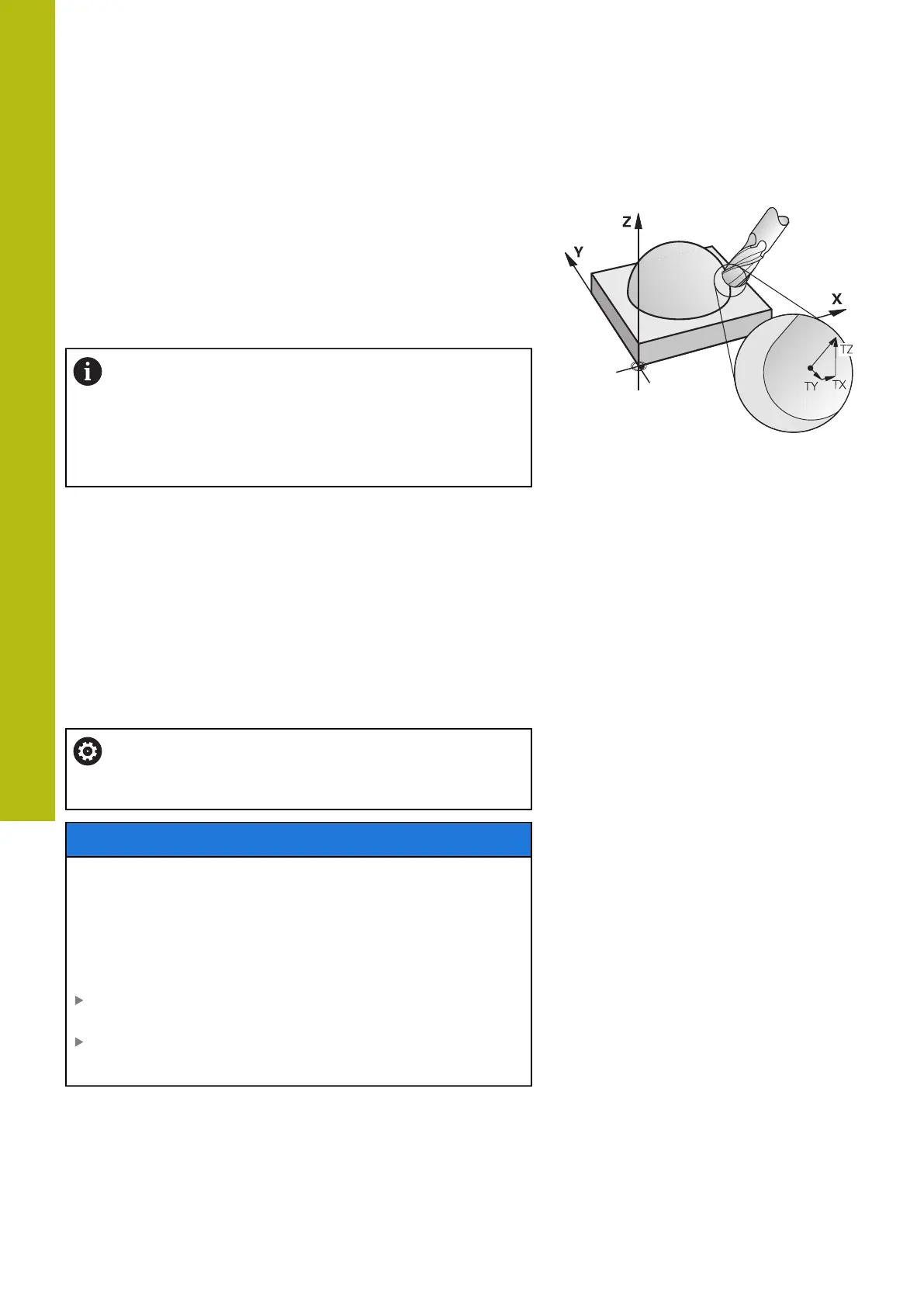
Face milling is a machining operation carried out with the front face
of the tool. If the NC program contains surface-normal vectors and
TCPM or M128 is active, 3-D compensation is executed with 5-axis
machining. Radius compensation RL/RR must not be active in this
case. The control displaces the tool in the direction of the surface-
normal vectors by the total of the delta values (from the tool table
and TOOL CALL).
The control generally uses the defined delta values
for 3-D tool compensation. The entire tool radius R +
DR) is only taken into account if you have activated the
FUNCTION PROG PATH IS CONTOUR function.
Further information: "Interpretation of the programmed
path", page 588
If no tool orientation was defined in the LN block and TCPM
is active, the control maintains the tool perpendicular to the
workpiece contour.
Further information: "Maintaining the position of the tool tip when
positioning with tilted axes (TCPM): M128 (option 9)", page 568
If a tool orientation T has been defined in the LN block and M128
(or FUNCTION TCPM) is active at the same time, then the control
will position the rotary axes automatically in such a way that
the tool can reach the specified tool orientation. If you have not
activated M128 (or TCPM FUNCTION), then the control ignores the
direction vector T, even if it is defined in the LN block.
Refer to your machine manual.
The control is not able to automatically position the
rotary axes on all machines.
NOTICE
Danger of collision!
The rotary axes of a machine may have limited ranges of
traverse, e.g. between -90° and +10° for the B head axis.
Changing the tilt angle to a value of more than +10° may result
in a 180° rotation of the table axis. There is a danger of collision
during the tilting movement!
Program a safe tool position before the tilting movement, if
necessary.
Carefully test the NC program or program section in the
Program run, single block operating mode
 Loading...
Loading...




