Multi-Axis Coordinated Motion Instructions
500 Rockwell Automation Publication MOTION-RM002H-EN-P-February 2018
If the second Master Axis is moving while the transfer is being made, then you may
look at the TrackingMaster instruction status bit of the motion instruction that is
performing the transfer to determine when the transfer is finished. This bit is set
when the acceleration or deceleration on the Slave Coordinate System is complete.
At which time the Slave Coordinate System will be synchronized to the second
Master Axis.
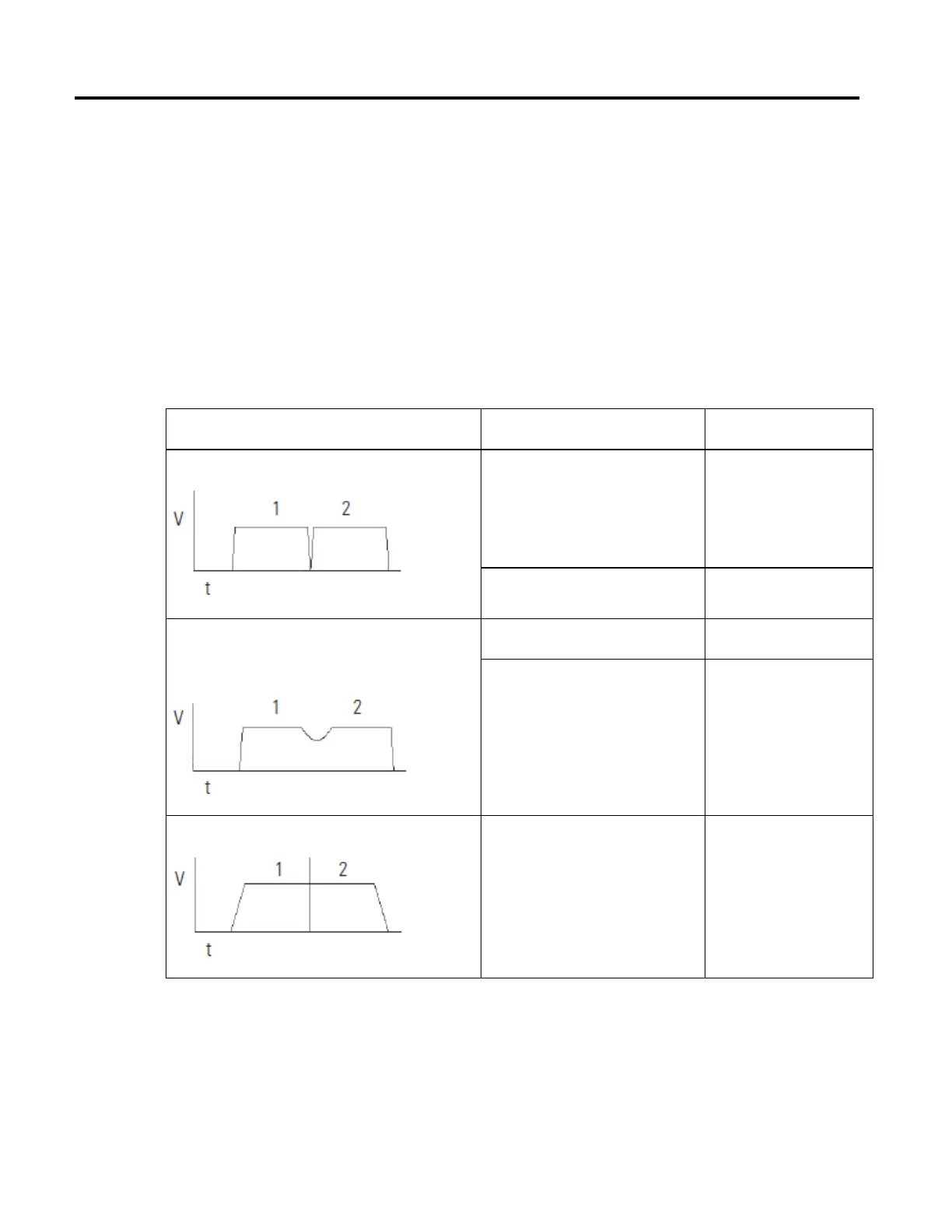
The termination type determines when the instruction is complete. It also
determines how the instruction blends its path into the queued MCLM or
MCCM instruction, if there is one.
To choose a termination type:
If you want the axes to (vector speeds) And you want the instruction to complete
when
Then use this Termination Type
stop between moves.
The following occurs:
• Command position equals target position.
• The vector distance between the target and
actual positions is less than or equal to the
Actual Position Tolerance of the Coordinate
System.
0 - Actual Tolerance
The command position equals the target position. 1 - No Settle
keep the speed constant except between moves.
The command position gets within the Command
Position Tolerance of the coordinate system.
2 - Command Tolerance
The axes get to the point at which they must
decelerate at the deceleration rate.
3 - No Decel
transition into or out of a circle without stopping.
4 - Follow Contour Velocity
Constrained
Choose a Termination Type
 Loading...
Loading...