Rockwell Automation Publication MOTION-RM002H-EN-P-February 2018 531
When the acceleration of the Tracking Master bit in the instruction Control
Word is cleared, it is not sensitive to the acceleration due to the master being
accelerated. The master is only sensitive to the acceleration of the slave caused by a
programmed change in the speed of two successive instructions.
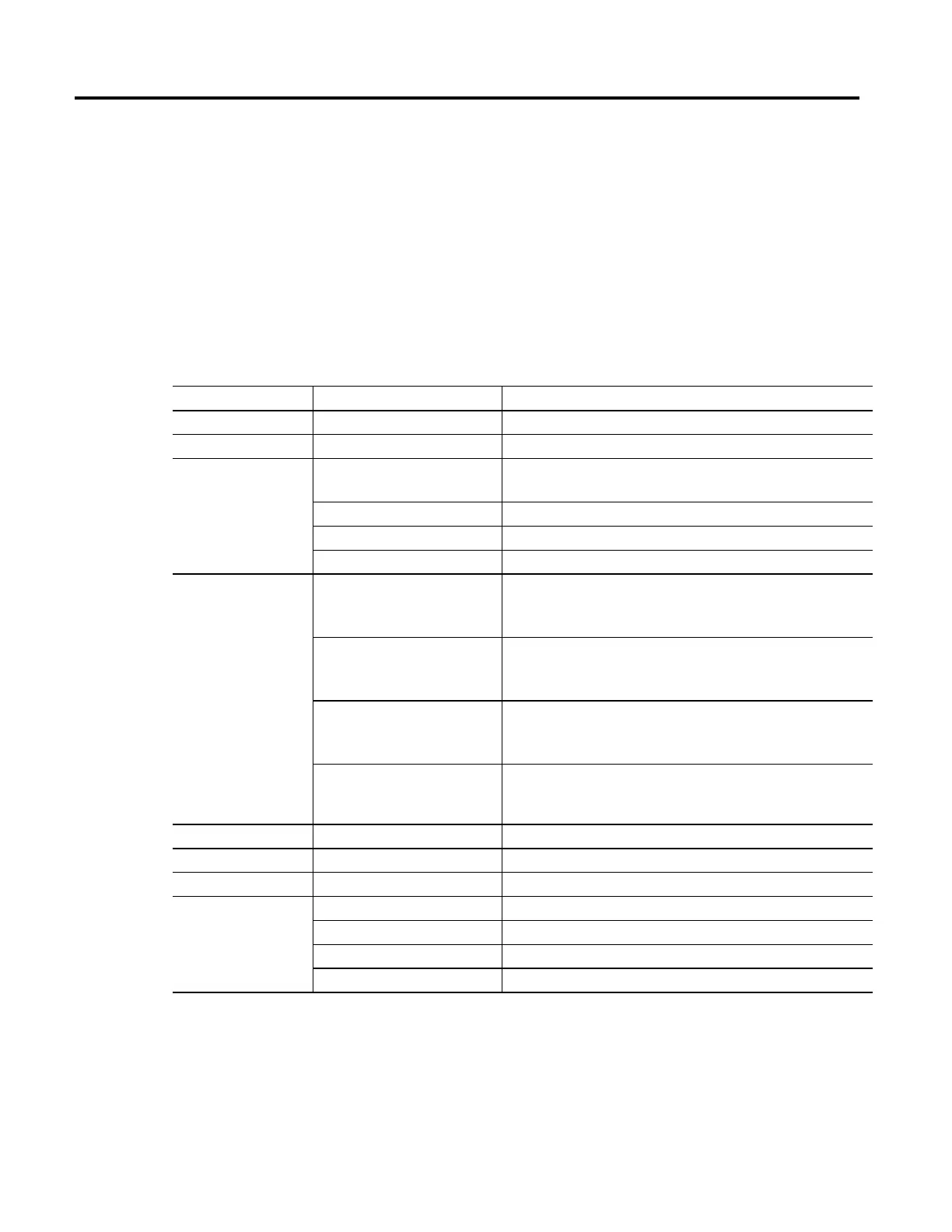
Actions Taken When Stopping/Shutdown Instructions are Executed on the Slave
Axis.
All commands in the following table are for the Slave Axis system. The following
table identifies the change in state of the MDAC link between the master and
slave axis as each instruction in column 1 is executed on the slave axis.
Instruction Parameters MDAC IP Bit
MGS
Reset
MGSD
Reset
MCS Stop Type = Coordinated
Motion
Not Changed
Stop Type = Transform Not Changed
Stop Type = All Reset
MCSD
Reset
MAS Stop Type = Jog Not Changed
AC bit for the MDAC is set because a MAJ is active, then the
AC bit will be reset.
Stop Type = Move Not Changed
AC bit for the MDAC is set because a MAM is active, then the
AC bit will be reset.
Stop Type = Time CAM Not Changed
AC bit for the MDAC is set because a MATC is active, then the
AC bit will be reset.
Stop Type = All Reset
AC bit for the MDAC is set because any single axis motion command is active then
the AC bit will be reset.
MASD
Reset
MSF
Not Changed
MDF
Not Changed
Fault Action Status Only Not Changed
Stop Motion Reset
Disable DRV Reset
Shutdown Reset
If the same Slave Axis or a Slave Coordinate System is controlled by multiple
Master Axes. If one MDAC or MCCD relationship that contains the Slave or
Slave Coordinate System is broken, then all MDAC or MDCC relationships that
contain the Slave or Slave Coordinate System are broken.
Slave and Master Axis
 Loading...
Loading...