99
EN
MIG/MAG synergic welding
General The inputs required for MIG/MAG synergic welding (pulse/standard) are described by ref-
erence to the Comfort control panel.
MIG/MAG syner-
gic welding
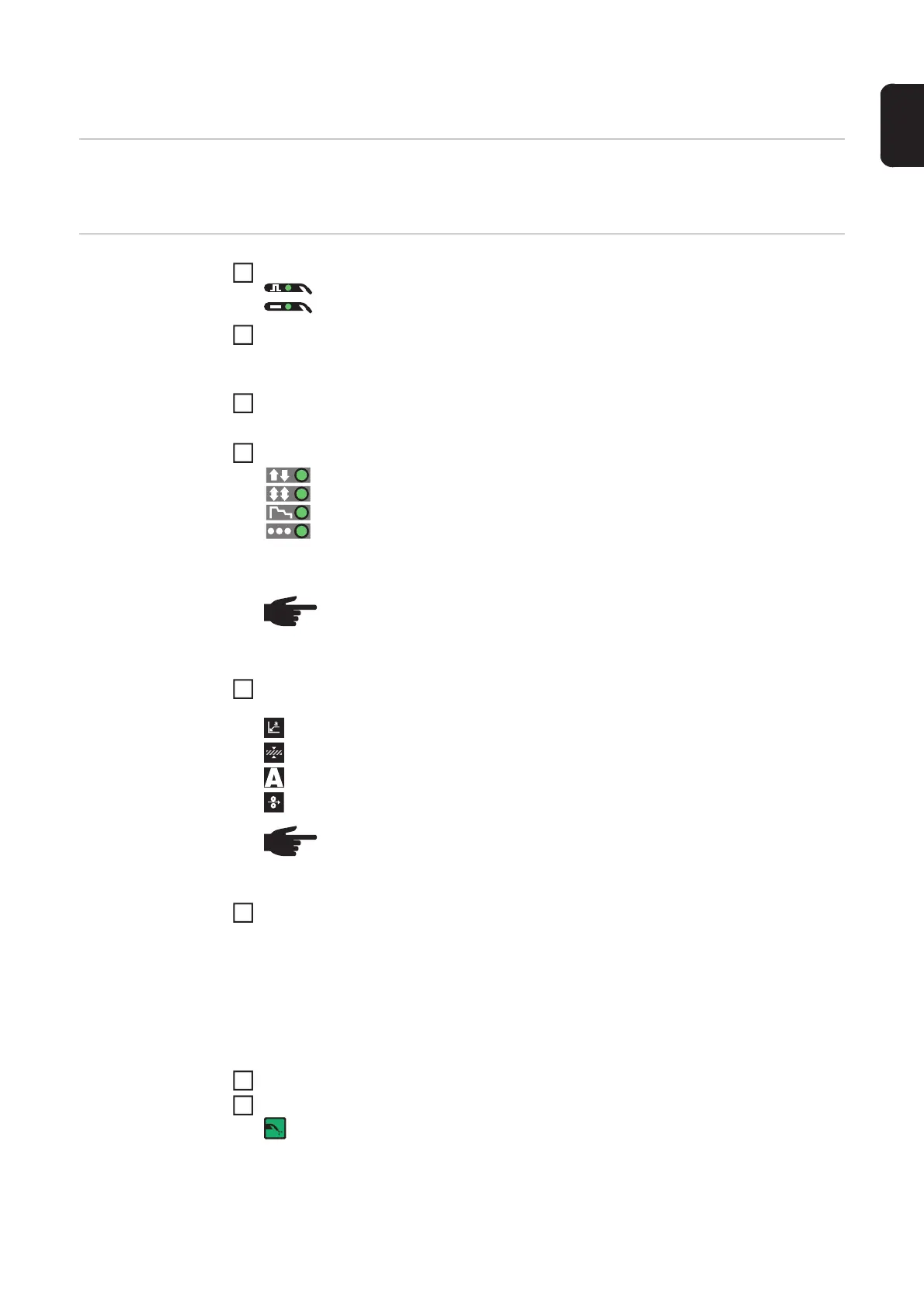
Press the Process button to select the desired welding process:
MIG/MAG pulse synergic welding
MIG/MAG standard synergic welding
Press the Material button to select the filler metal and shielding gas used
The assignment of SP1 and SP2 depends on the welding database used for the power
source.
Press the Wire diameter button to select the diameter of the wire electrode
The assignment of SP depends on the welding database used for the power source.
Press the Mode button to select the desired MIG/MAG mode:
2-step mode
4-step mode
Special 4-step mode (aluminium welding start-up)
Spot welding
See the Setup menu for details of how to set the parameters for Special 4-step and
Spot welding modes.
Press the Parameter selection button to select the welding parameters to be used to
specify the welding power:
a-dimension
Sheet thickness
Welding current
Wire feed speed
Use the adjusting dial to set the selected parameter to the desired value. The param-
eter value is displayed in the digital display located above it.
The a-dimension, sheet thickness, welding current, wire feed speed and welding volt-
age parameters are directly interlinked. It is only necessary to alter one of the param-
eters, as the other parameters are immediately adjusted to match.
All welding parameter set values that have been set using the adjusting dial or buttons
on the welding torch remain stored until the next time they are changed. This applies
even if the power source is switched off and on again in the meantime.
Open the gas cylinder valve
Set the shielding gas flow rate:
Press the Gas test button
- Turn the adjusting screw on the underside of the pressure regulator until the pres-
sure gauge shows the required gas flow rate
NOTE! Parameters that have been set on a system component control panel
(e.g. wire feed unit or remote control) might not be able to be changed on the
power source control panel.
NOTE! Before selecting the a-dimension parameter, the welding speed pa-
rameter must be set (recommended welding speed for manual welding:- ap-
prox. 35 cm/min or 13.78 ipm).
1
3
4
5
6
8
 Loading...
Loading...