162
Displaying welding circuit inductivity L
General The way that the interconnecting hosepack is arranged has a very significant effect on the
weld properties. In MIG/MAG pulse synergic welding in particular, high welding circuit in-
ductivity may occur, depending on the length of the interconnecting hosepack and the way
it is arranged. The current rise during droplet transfer is limited.
Displaying weld-
ing circuit induc-
tivity L
Open the Setup menu level 2 (2nd)
Select parameter “L”
The welding circuit inductivity L calculated during the welding process is displayed on
the right-hand digital display.
L ... Welding circuit inductivity (in microhenrys)
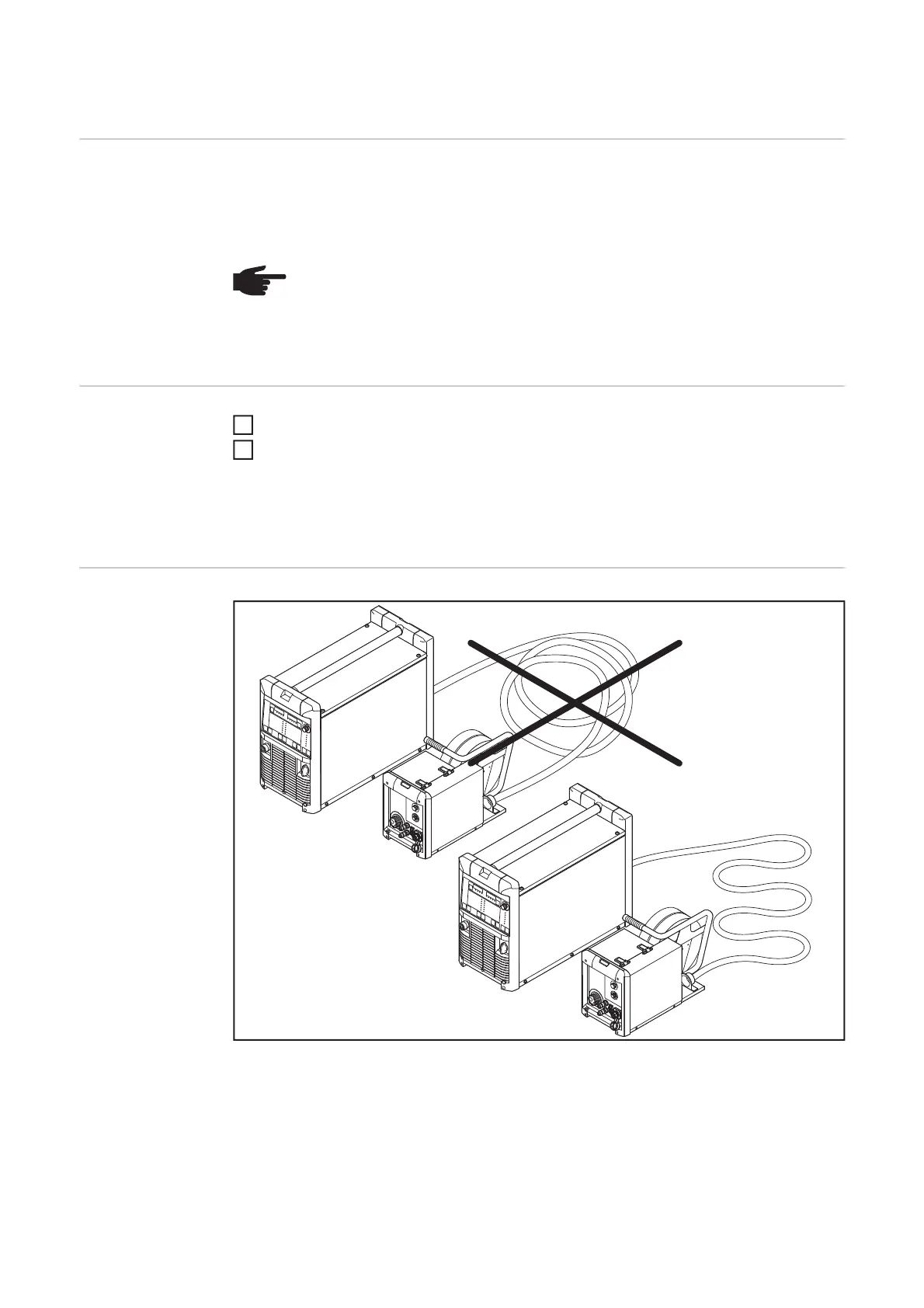
Arranging the in-
terconnecting
hosepack cor-
rectly
Arranging the interconnecting hosepack correctly
NOTE! Wherever possible, compensation for the welding circuit inductivity is per-
formed automatically. Where very high welding circuit inductivity occurs, it is also
possible to attempt to influence the welding results with the droplet detachment
correction parameter. If this does not produce the desired result, you must rear-
range the interconnecting hosepack.
1
2
 Loading...
Loading...