114
Arc ignited - welding commences
Raise the torch and pivot it into the nor-
mal position - the arc ignites
Carry out welding
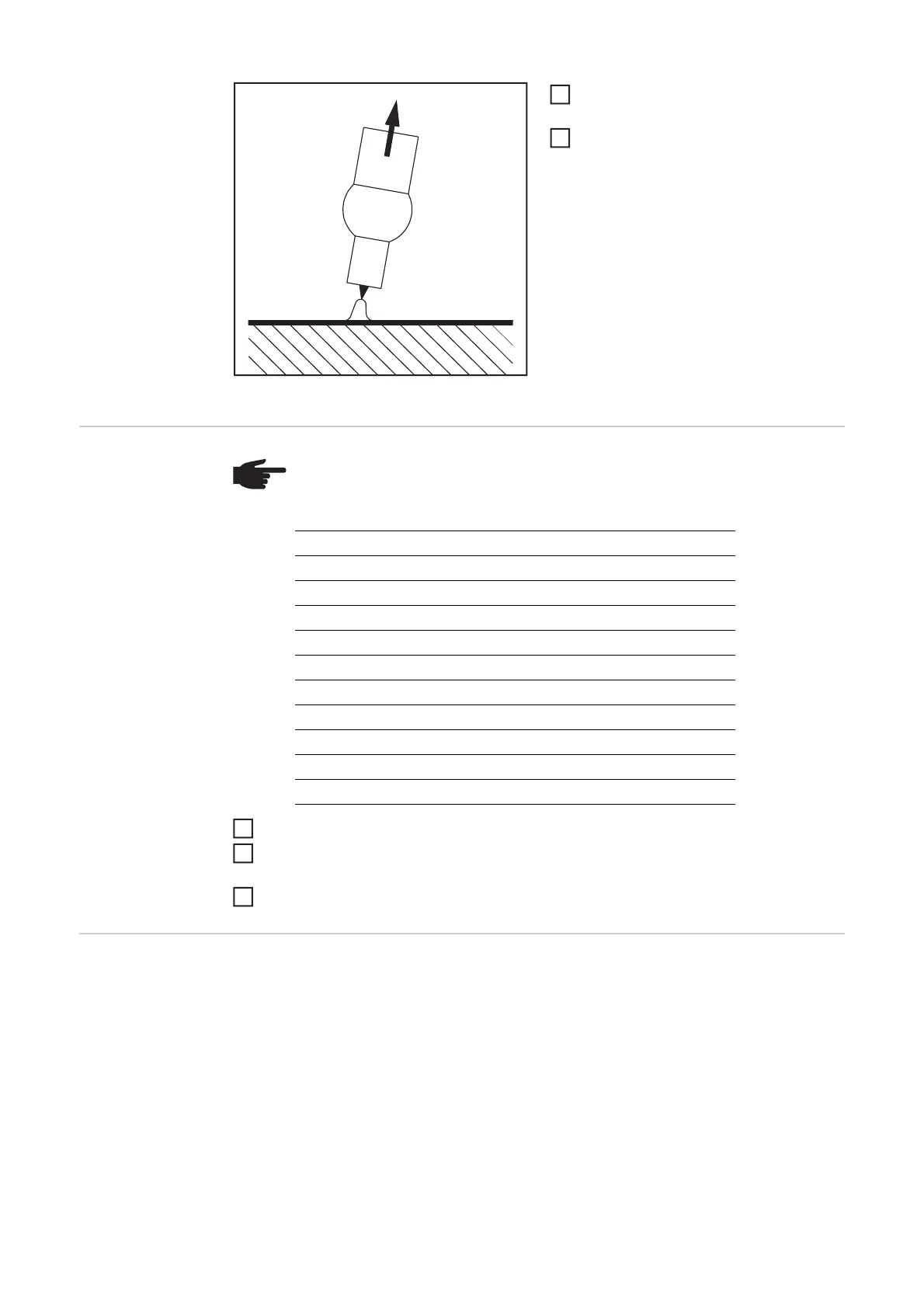
Finishing welding
Lift the TIG gas-valve torch away from the workpiece until the arc goes out.
When the welding action is finished, wait for the gas post-flow time according to the
standard values in the table.
Close the gas stop valve on the TIG gas valve torch
TIG Comfort Stop
option
If desired, the power source can also be fitted with the optional “TIG Comfort Stop”.
At the end of the welding operation, the welding current is switched off automatically if the
length of the arc increases by more than a defined amount. This prevents the arc being
unnecessarily elongated when the TIG gas-valve torch is lifted off the workpiece.
System requirement:
Firmware version OFFICIAL UST V3.00.2 on the power source
The standard factory setting is that the optional “TIG Comfort Stop” function of the power
source is deactivated.
The “TIG Comfort Stop” function is activated and set by means of the CSS parameter. The
CSS parameter is described in the "Setup menu - level 2", “TIG welding”.
3
4
NOTE! When the welding action is finished, the gas post-flow time required to
protect the tungsten electrode and the weld seam depends on the welding cur-
rent.
Welding current Gas post-flow time
50 A 6 s
100 A 7 s
150 A 8 s
200 A 9 s
250 A 12 s
300 A 13 s
350 A 14 s
400 A 16 s
450 A 17 s
500 A 18 s
1
2
3
 Loading...
Loading...