113
EN
Press the Parameter selection button. The LED indicator on the button must light up.
Use the adjusting dial to set the desired amperage.
The amperage value is shown in the left-hand digital display.
All welding parameter set values that have been set using the adjusting dial remain
stored until the next time they are changed. This applies even if the power source is
switched off and on again in the meantime.
Open the gas stop valve on the TIG gas valve torch
Set the desired shielding gas flow rate on the pressure regulator
Start welding (ignite the arc)
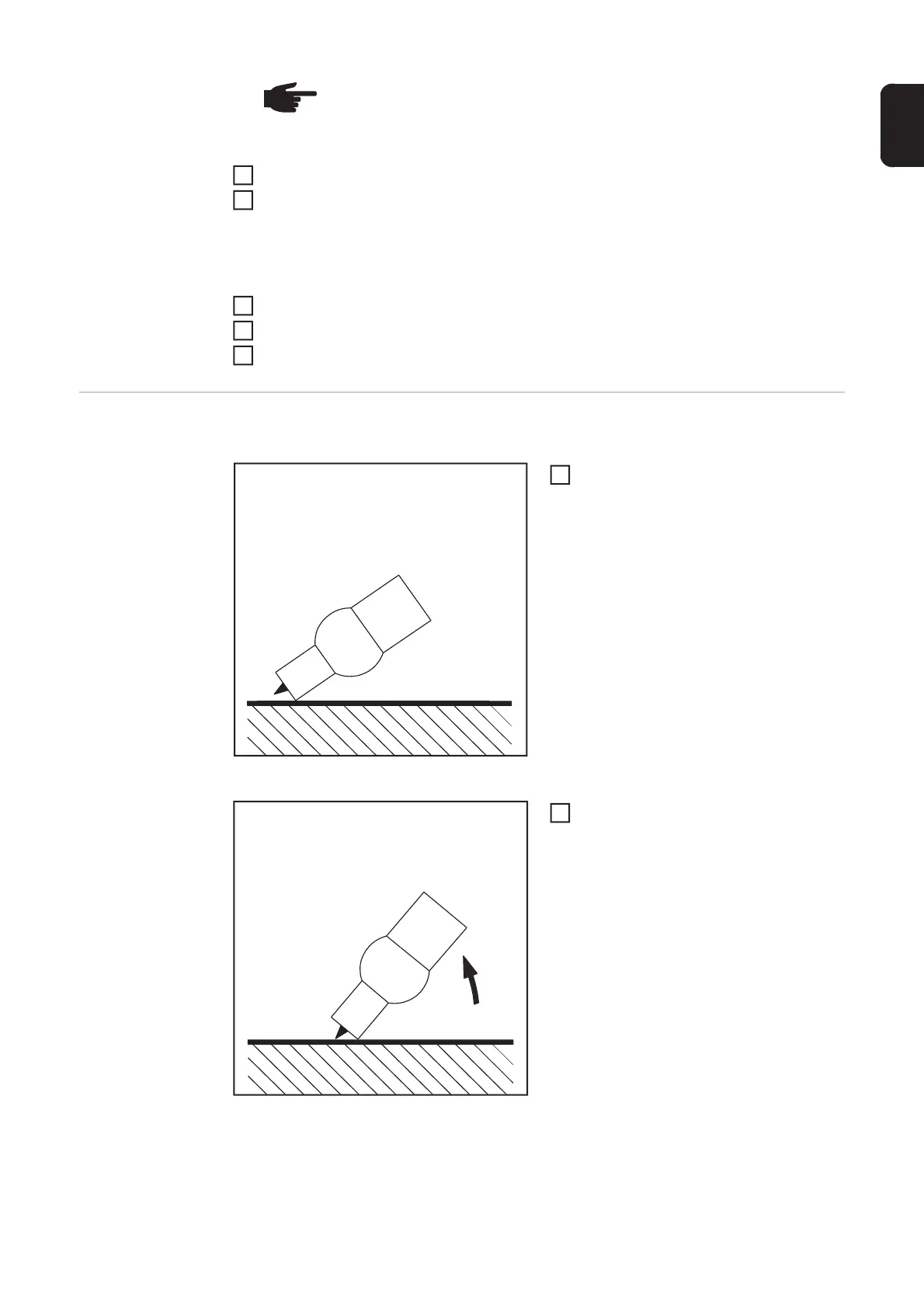
Igniting the arc The welding arc is ignited by touching the workpiece with the tungsten electrode.
Placing the gas nozzle down
Place the gas nozzle on the ignition lo-
cation so that there is a gap of 2-3 mm
(0.08 - 0.12 in.) between the tip of the
tungsten electrode and the workpiece.
Arc ignites when electrode is touched down on workpi-
ece
Gradually tilt the welding torch up until
the tungsten electrode touches the
workpiece
NOTE! Parameters that have been set on a system component control panel
(e.g. wire feed unit or remote control) might not be able to be changed on the
power source control panel.
3
4
5
7
1
2
 Loading...
Loading...